How to convert a PRESS into a metal sheet press brake?, this is a very common question that our clients ask us and for that we are going to explain what must be taken into account to be successful in this conversion.
In the following images you can see different types of hydraulic presses, on the market there are endless models with different capacities.

Hydraulic press with double tansom 
Hydraulic Press Metalworks, with manual drive by lever 
Hydraulic press with double tansom
MANUFACTURE AN ADAPTER
The first thing to take into account is that an adapter must be manufactured to hold it in the PRESS and to be able to attach a standard punch, in this case it will be of the PROMECAM type, since it is a type of the most standardized moorings worldwide. The length of the adapter we recommend it to be 415 m/m, 835 m/m or 1.250 m/m (the latter is the sum of 415 and 835 m/m), since this way we can couple the Promecam punches with their standardized lengths.
As can be seen in the attached sketch, it is important to respect the center of both the intermediate and the punch, so that it does not get lost in the center of the bend and that the Press works aligned. Obviously, in the upper part of the intermediate to be manufactured, the appropriate coupling for each type of press must be placed.
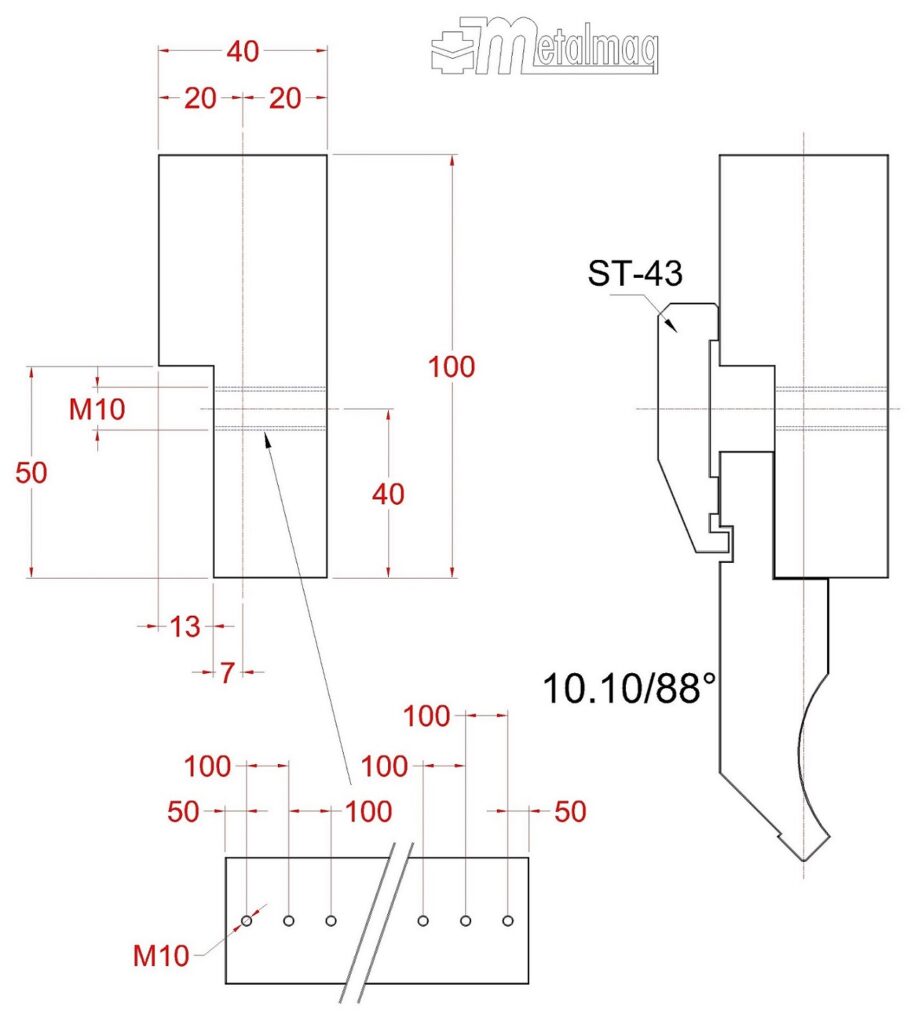
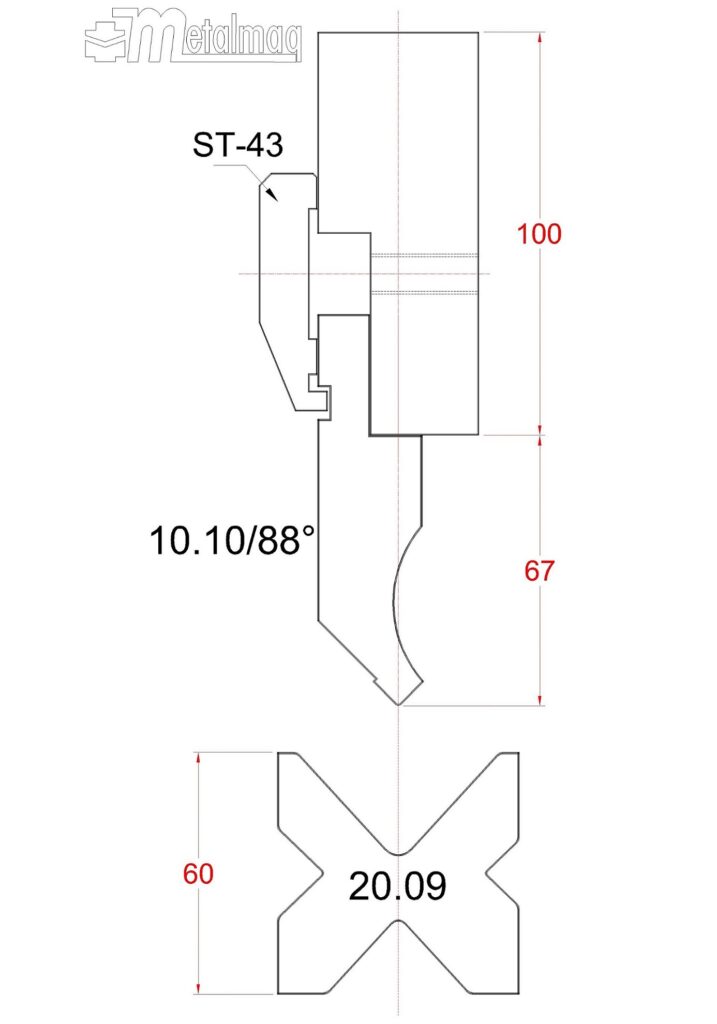
In the previous sketch it can be seen that the center-to-center of the M10 holes is 100 m/m, in this way we can attach the ST-43 CLAMP, which will allow to hold the standard PROMECAM punch with an anti-fall system (so that the punch does not fall when we unfasten the clamp to change it).
We can also supply both the screws and the springs, so that when unfastening the clamp it has a tendency to open and thus facilitate the work of changing the punches.
CHOOSE PUNCH
When choosing a punch, two important factors must be taken into account: the type of thickness to be bent and the shape of the punch. If it should be more “straight” or more “padfoot”, this choice will be determined by the shape of the piece to be bent.
The most common punch that is usually installed is the mod. 10.10/88º and is recommended for thicknesses up to a maximum of 6 m/m.

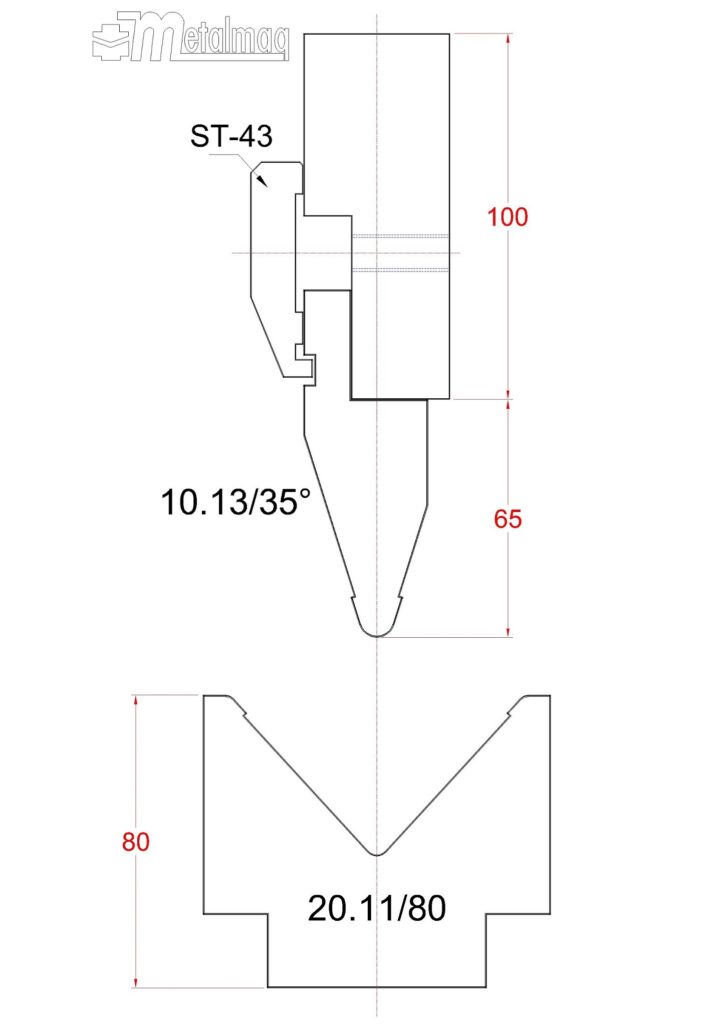
For thicknesses greater than 6 m/m we recommend the punch mod. 10.13/35º, since it is straight, with more body and with a radius of 5 m/m, it is highly recommended for thicknesses of 8, 10 and up to 20 m/m.
If the bend to be made has high “wings”, a punch with more “padfoot” should be chosen to be able to make the piece without collisions in the punch. To choose this type of punch you can see it in this link and choose between many PROMECAM type punches and check with the grid inscribed on each punch, which is the most suitable for the work to be done (for more details of this grid you can also download the sketch of each punch in PDF).
CHOOSE DIE
To choose the right type of die for each type of work, the most important thing is to choose it depending on the type of thickness to be bended. In the following link BENDING TABLE we will see the most appropriate way to choose the die that we are going to need.
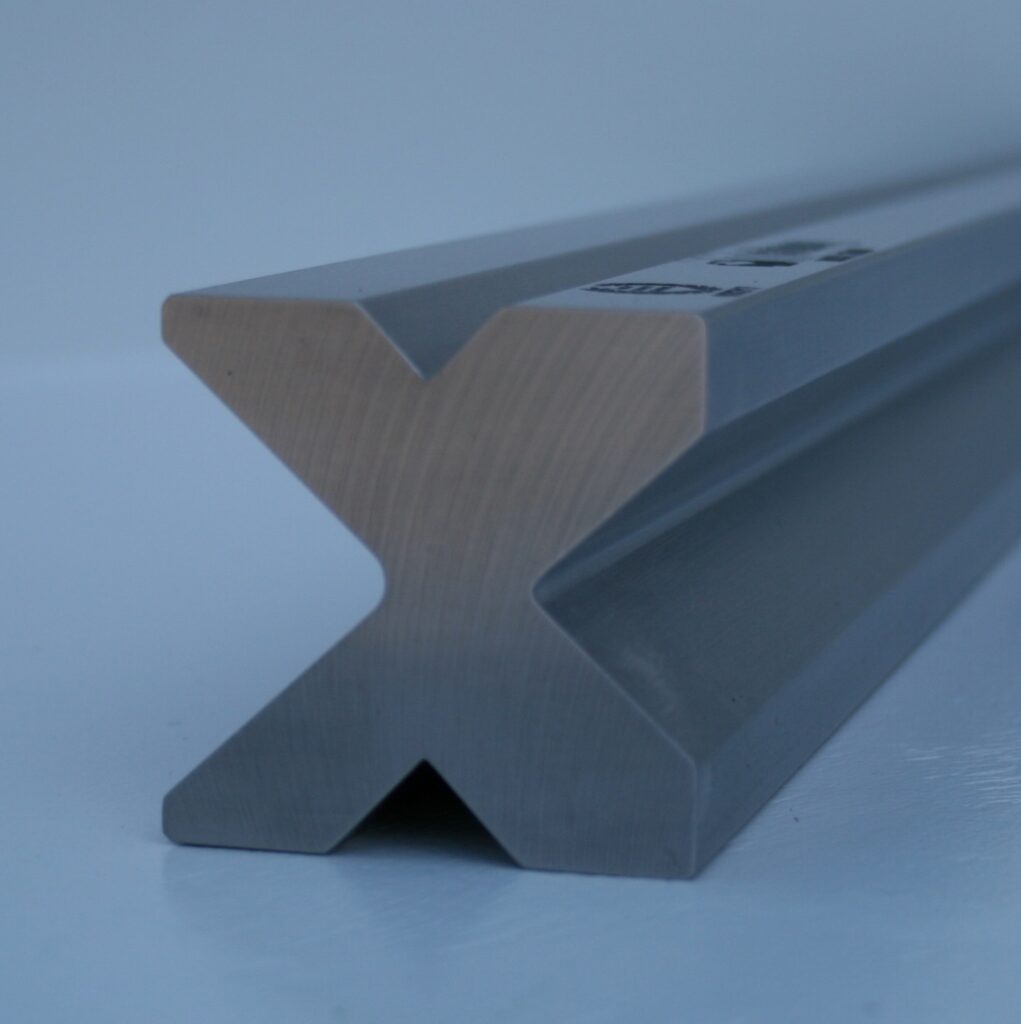
One of the best and most common die to transform a press into a press brake is the mod. 20.09, since it will allow us to bend 1, 2, 3, 4 and 6 m/m metal sheet, by having several “vees” we can turn the die to put the appropriate “vee” for each thickness to be bended.
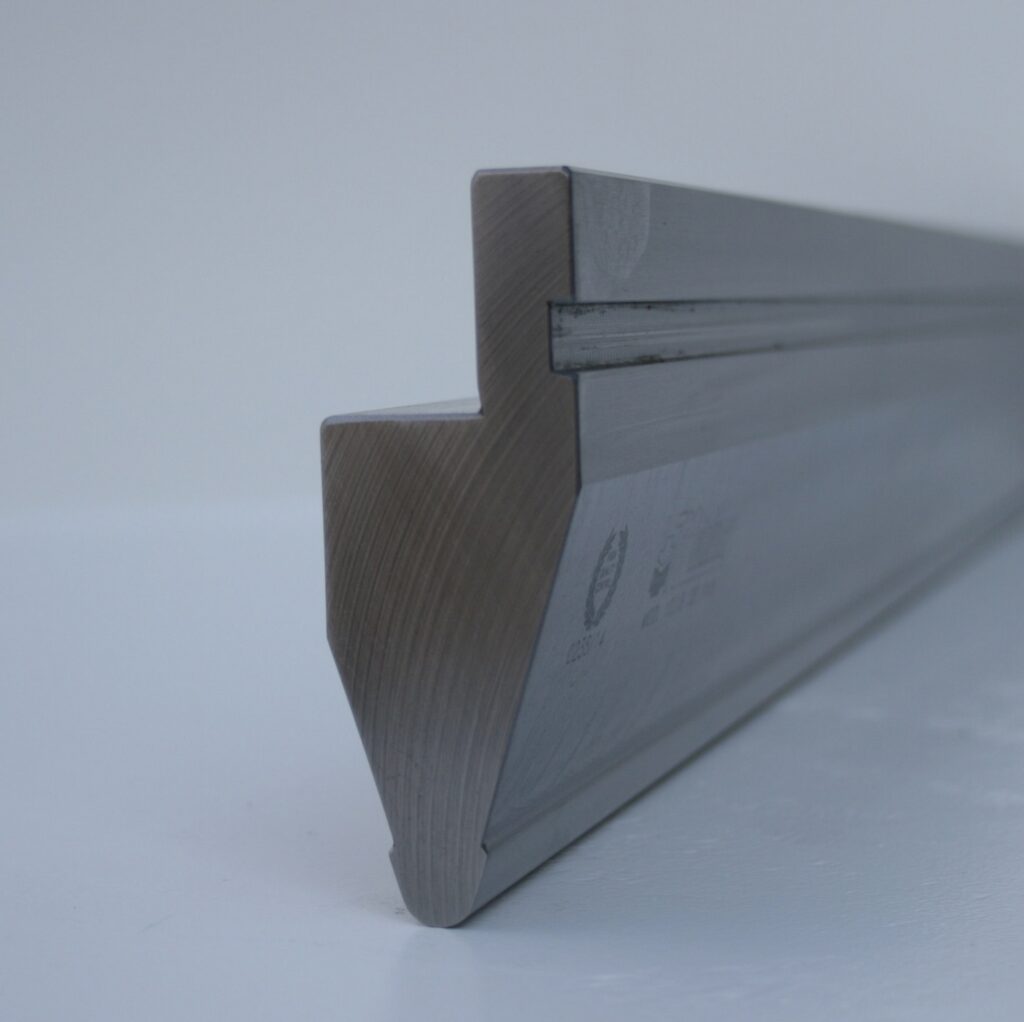
For thickness of 8 and 10 m/m a very common die in mod. 20.11/80, which by having a single “vee” of 80 m/m is very robust and suitable for the mentioned thicknesses.
SUMMARY
Once the special punch holder has been manufactured and with the appropriate length for the work to be done, we represent with the following sketches the different configurations as an example for the different thicknesses to be bent.
THICKNESS UP TO 6 m/m
The most common configuration for thicknesses up to 6 m/m is the punch mod. 10.10 / 88º and the die mod. 20.09. As can be seen in the following sketch.
THICKNESS OF 8 and 10 m/m
The most common configuration for 8 and 10 m/m thickness is the punch mod. 10.13/35º and the die mod. 11/20/80. As can be seen in the following sketch.