Comment transformer une PRESSE en une presse plieuse en tôle? C’est une question très courante que nous posent nos clients et pour cela nous allons vous expliquer ce qu’il faut prendre en compte pour réussir cette conversion.
Dans les images suivantes, vous pouvez voir différents types de presses hydrauliques, sur le marché, il existe une multitude de modèles avec différentes capacités.

Presse hydraulique à double poste 
Presse hydraulique de Metalworks, avec actionnement manuel du levier 
Presse hydraulique à double poste
FABRIQUER UN ADAPTATEUR
La première chose à prendre en compte est qu’il faut fabriquer un adaptateur pour le maintenir dans la PRESSE et pouvoir y attacher un poinçon standard, dans ce cas il sera du type PROMECAM, puisque c’est un type d’amarrages des plus standardisés dans le monde entier. Nous recommandons que la longueur de l’adaptateur soit de 415 m/m, 835 m/m ou 1 250 m/m (cette dernière est la somme de 415 et 835 m/m), car de cette façon nous pouvons coupler les poinçons Promecam avec leurs longueurs normalisé.
Comme on peut le voir sur le croquis ci-joint, il est important de respecter le centre à la fois de l’intermédiaire et du poinçon, afin qu’il ne se perde pas au centre du pli et que la Presse travaille alignée. Bien entendu, dans la partie supérieure de l’intermédiaire à fabriquer, le raccord approprié pour chaque type de presse doit être placé.
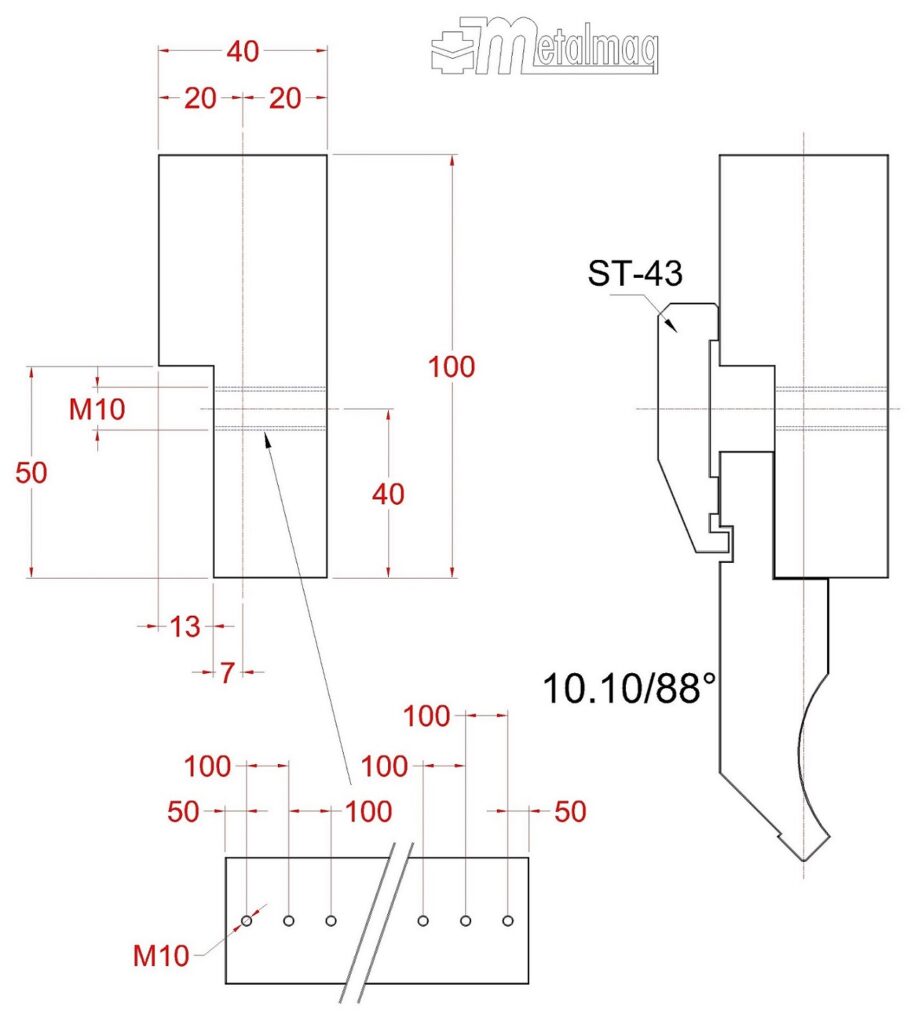
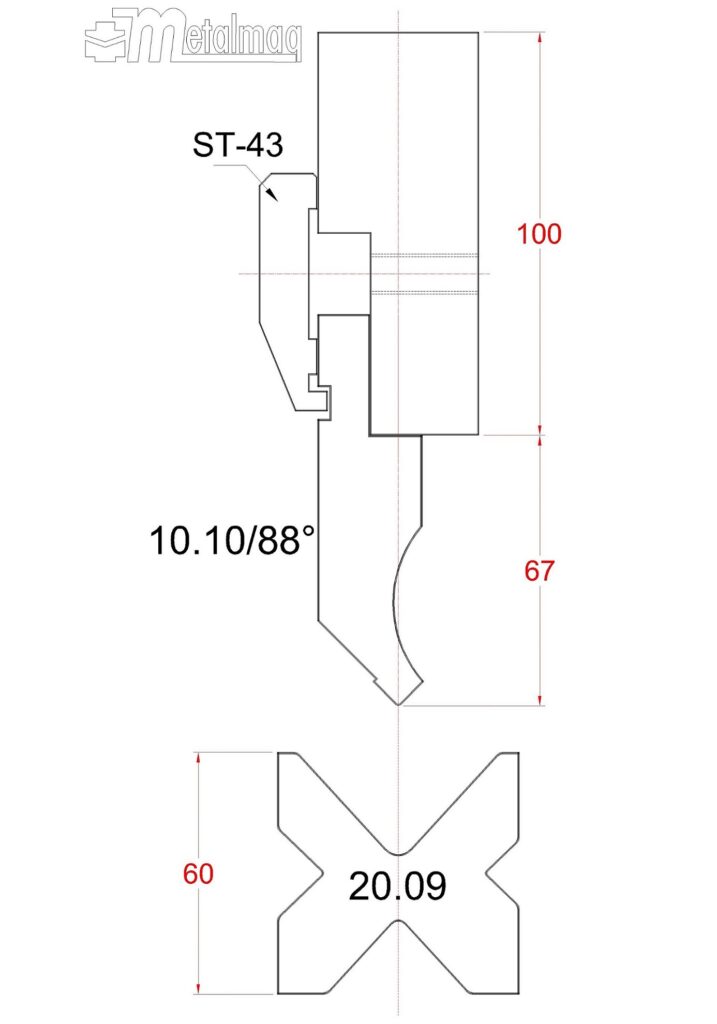
Dans le croquis précédent, on peut voir que le centre à centre des trous M10 est de 100 m/m, de cette façon, nous pouvons attacher la bride ST-43, qui permettra de maintenir le poinçon standard PROMECAM avec un système anti-chute (afin que le poinçon ne tombe pas lorsqu’on desserre la bride pour la changer).
Nous pouvons également fournir à la fois les vis et les ressorts, de sorte que lors du desserrage de la bride elle a tendance à s’ouvrir et ainsi faciliter le travail de changement des poinçons.
CHOISISSEZ LE POINÇON
Lors du choix d’un poinçon, deux facteurs importants doivent être pris en compte : le type d’épaisseur à plier et la forme du poinçon. S’il doit être plus «droit» ou plus «pied de biche», ce choix sera déterminé par la forme de la pièce à plier.
Le poinçon le plus courant qui est généralement installé est le mod. 10.10 / 88º et est recommandé pour des épaisseurs jusqu’à un maximum de 6 m/m.

Pour des épaisseurs supérieures à 6 m/m nous recommandons le poinçon mod. 10.13/35º, puisqu’il est droit, avec plus de corps et avec un rayon de 5 m/m, il est fortement recommandé pour des épaisseurs de 8, 10 et jusqu’à 20 m/m.
Si le pli à faire a des « ailes » hautes, il faut choisir un poinçon avec plus de « pied de biche » pour pouvoir faire la pièce sans collisions dans le poinçon. Pour choisir ce type de poinçon vous pouvez voir dans ce lien et choisir entre de nombreux poinçons de type PROMECAM et vérifier avec la grille inscrite sur chaque poinçon, quelle est la plus adaptée au travail à effectuer (pour plus de détails sur cette grille vous pouvez aussi télécharger le dessin de chaque poinçon en PDF).
CHOISIR LA MATRICE
Pour choisir le bon type de matrice pour chaque type de travail, le plus important est de le choisir en fonction du type d’épaisseur à plier. Dans le lien suivant TABLEAUX DE PLIAGE, nous verrons la manière la plus appropriée de choisir la matrice dont nous aurons besoin.
L’une des meilleures matrices et les plus courantes pour transformer une presse en presse plieuse est le mod. 20.09, puisqu’il nous permettra de plier des tôles de 1, 2, 3, 4 et 6 m/m, ayant plusieurs « Vés » nous pouvons faire tourner la matrice pour mettre le « Vé » approprié pour chaque épaisseur à plier.
Pour des épaisseurs de 8 et 10 m/m une matrice très courante en mod. 20.11/80, qui en ayant un seul « vé » de 80 m/m est très robuste et adapté aux épaisseurs commentées.
RÉSUMÉ
Une fois que le porte-poinçon spécial a été fabriqué et avec la longueur appropriée pour le travail à effectuer, nous représentons avec les croquis suivants les différentes configurations à titre d’exemple pour les différentes épaisseurs à plier.
ÉPAISSEUR JUSQU’À 6 m/m
La configuration la plus courante pour des épaisseurs jusqu’à 6 m/m est le poinçon mod. 10.10/88º et la matrice mod. 20.09. Comme on peut le voir sur le croquis suivant.
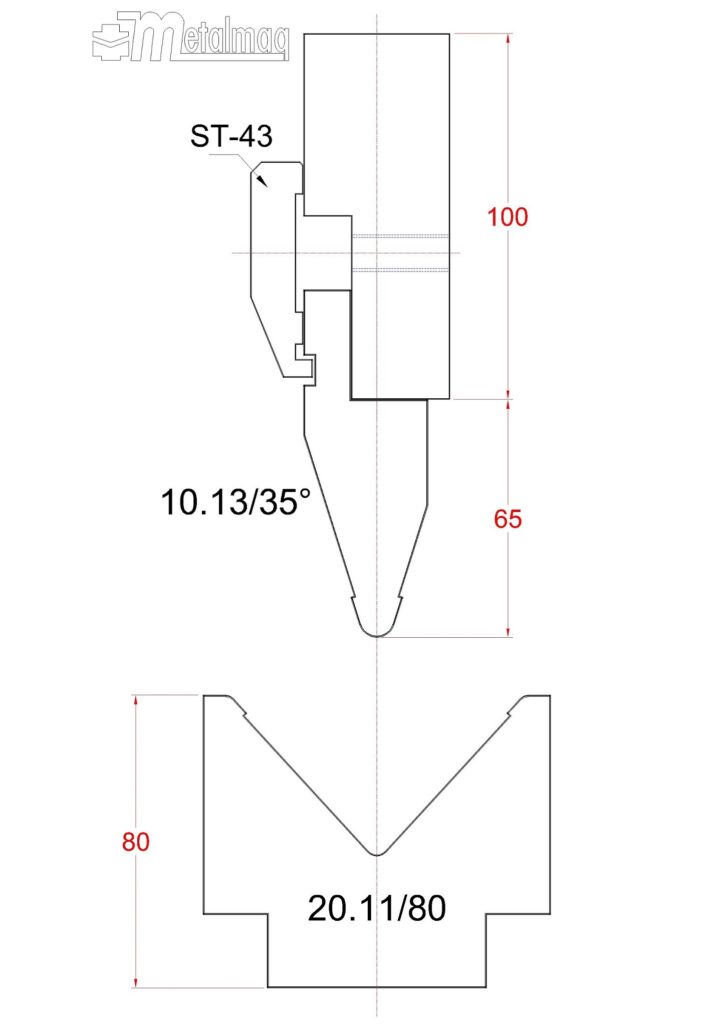
EPAISSEUR DE 8 et 10 m/m
La configuration la plus courante pour les épaisseurs de 8 et 10 m/m est le poinçon mod. 10.13/35º et la matrice mod. 20/11/80. Comme on peut le voir sur le croquis suivant.