Wie lässt sich eine Presse in eine Abkantmaschine umbauen? Diese Frage wird uns von unseren Kunden häufig gestellt, weshalb wir hier erläutern, was zu beachten ist, damit dieser Umbau erfolgreich verläuft.
In den folgenden Bildern sind unterschiedliche Typen von Hydraulikpressen zu sehen. Auf dem Markt gibt es unendlich viele Modelle mit unterschiedlichen Kapazitäten.



HERSTELLEN EINES ADAPTERS
Zunächst ist zu beachten, dass ein Adapter zur Befestigung in der PRESSE hergestellt werden muss, damit ein Standardoberwerkzeug eingesetzt werden kann. In diesem Fall wird der Adapter vom Typ PROMECAM sein, denn es handelt sich um den am meisten standardisierten Befestigungstyp weltweit. Hinsichtlich der Länge des Adapters empfehlen wir eine Länge von 415 mm, 835 mm oder 1.250 mm (die letzte Zahl ist die Summe von 415 und 835 mm), denn so können Promecam-Oberwerkzeuge mit ihren normierten Längen eingesetzt werden.
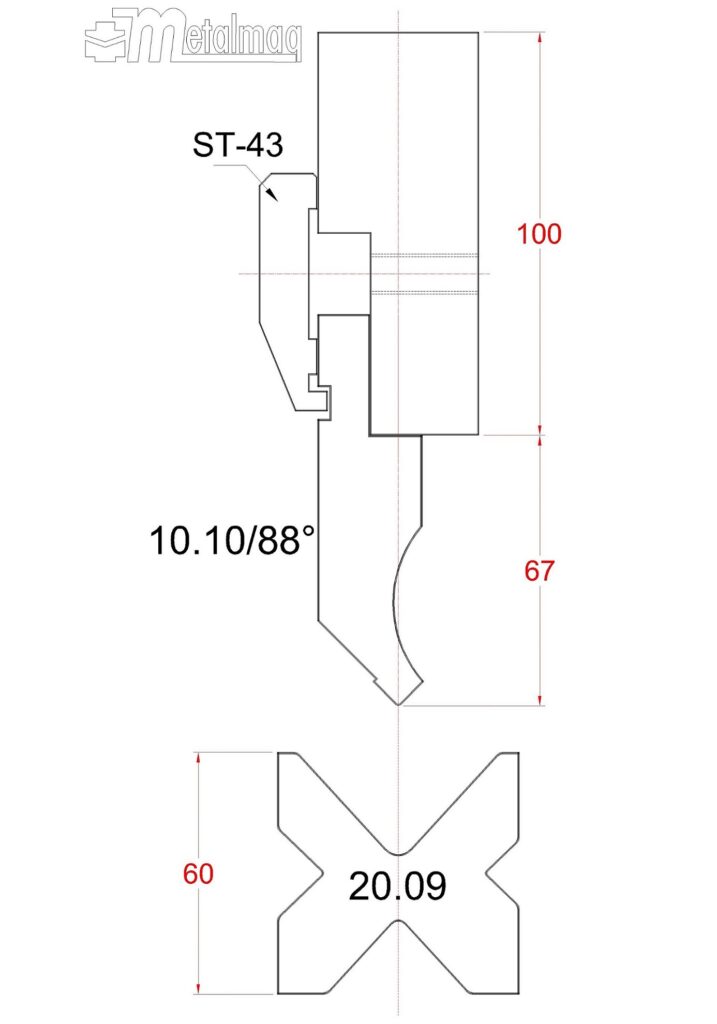
Wie aus der beigefügten Skizze ersichtlich ist, müssen unbedingt die Mitte sowohl des Zwischenstücks als auch die Mitte des Oberwerkzeugs respektiert werden, damit die Presse ausgerichtet arbeitet und keine Abkantmitte verloren geht. Offensichtlich muss im oberen Teil des herzustellenden Zwischenstücks die geeignete Ankopplung für den jeweiligen Pressentyp angebracht werden.
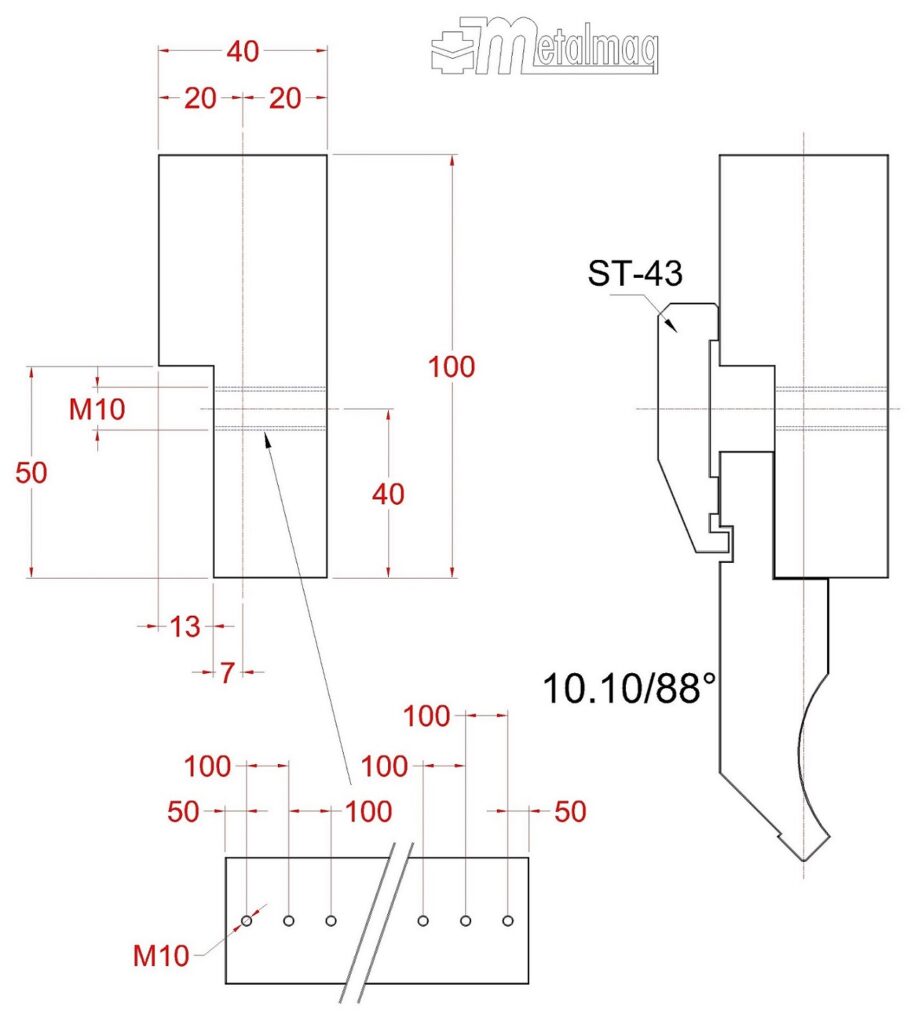
In der vorstehenden Skizze ist zu sehen, dass der Abstand zwischen den Mitten der M10-Bohrlöcher 100 mm beträgt. So kann der FLANSCH ST-43 befestigt werden, der das Standardoberwerkzeug PROMECAM mit einem Fallsicherungsystem (damit das Oberwerkzeug nicht herunterfällt, wenn der Flansch zum Austauschen geöffnet wird) aufnehmen kann.
Wir können darüber hinaus sowohl die Schrauben als auch die Federn liefern, damit der Flansch beim Lösen zum Öffnen tendiert und so der Austausch der Oberwerkzeuge erleichtert wird.
AUSWAHL DES OBERWERKZEUGS
Bei der Auswahl des Oberwerkzeugs sind zwei wichtige Faktoren zu berücksichtigen: die abzukantende Materialstärke und die Form des Oberwerkzeugs. Ob das Oberwerkzeug eher „gerade“ oder eher „Geißfuß“ sein muss, wird von der Form des abzukantenden Werkstücks bestimmt.
Am häufigsten wird das Oberwerkzeug Mod. 10.10/88º montiert. Es wird für Stärken bis maximal 6 mm empfohlen.

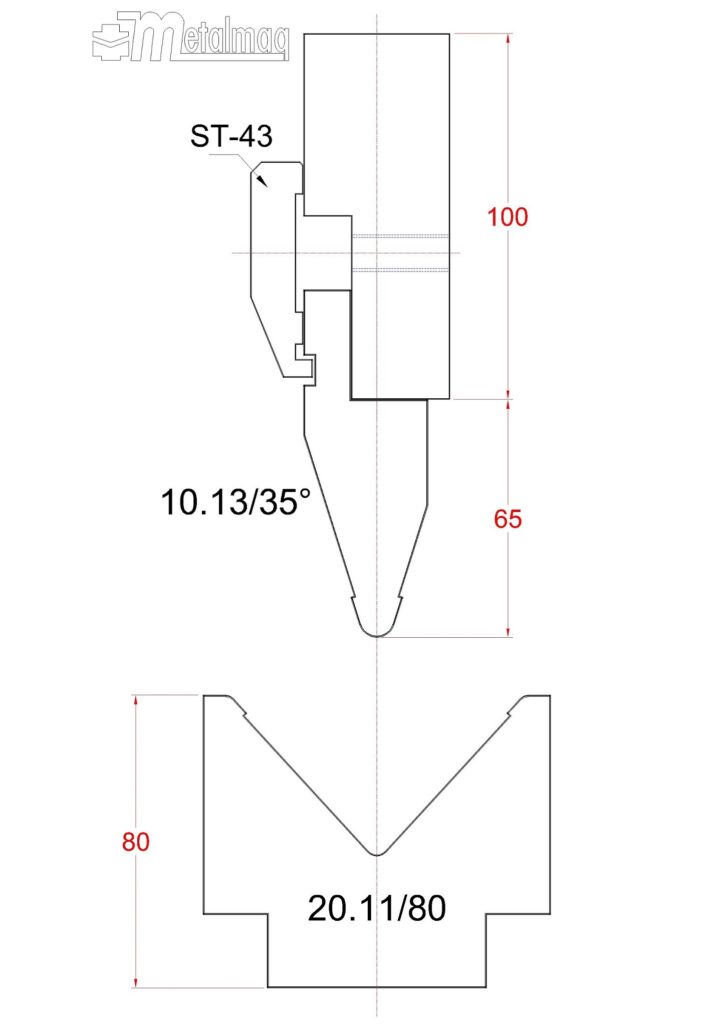
Für Stärken über 6 mm empfehlen wir das Oberwerkzeug Mod. 10.13/35º. Da dieses gerade ist, mehr Körper hat und einen Radius von 5 mm aufweist, ist es für Stärken von 8, 10 und bis zu 20 mm sehr zu empfehlen.
Wenn der herzustellende Knick hohe „Flügel“ hat, muss ein Oberwerkzeug mit mehr „Geißfuß“ ausgewählt werden, um das Werkstück ohne Kollisionen mit dem Oberwerkzeug herstellen zu können. Zur Auswahl dieser Oberwerkzeugart können Sie sich diesen Link ansehen und aus vielen Oberwerkzeugen vom Typ PROMECAM auswählen. Anhand des für jedes Oberwerkzeug registrierten Rasters lässt sich feststellen, welches sich am besten für die bevorstehende Aufgabe eignet (weitere Einzelheiten zu diesem Raster finden sich in dem Plan jedes Oberwerkzeugs, der als PDF heruntergeladen werden kann).
AUSWAHL DER MATRIZE
Bei der Auswahl der geeigneten Matrize für die jeweilige Aufgabe ist es grundlegend, diese abhängig von der abzukantenden Stärke auszuwählen. Im folgenden Link ABKANTTABELLE sehen Sie, wie Sie die benötigte Matrize am besten auswählen.
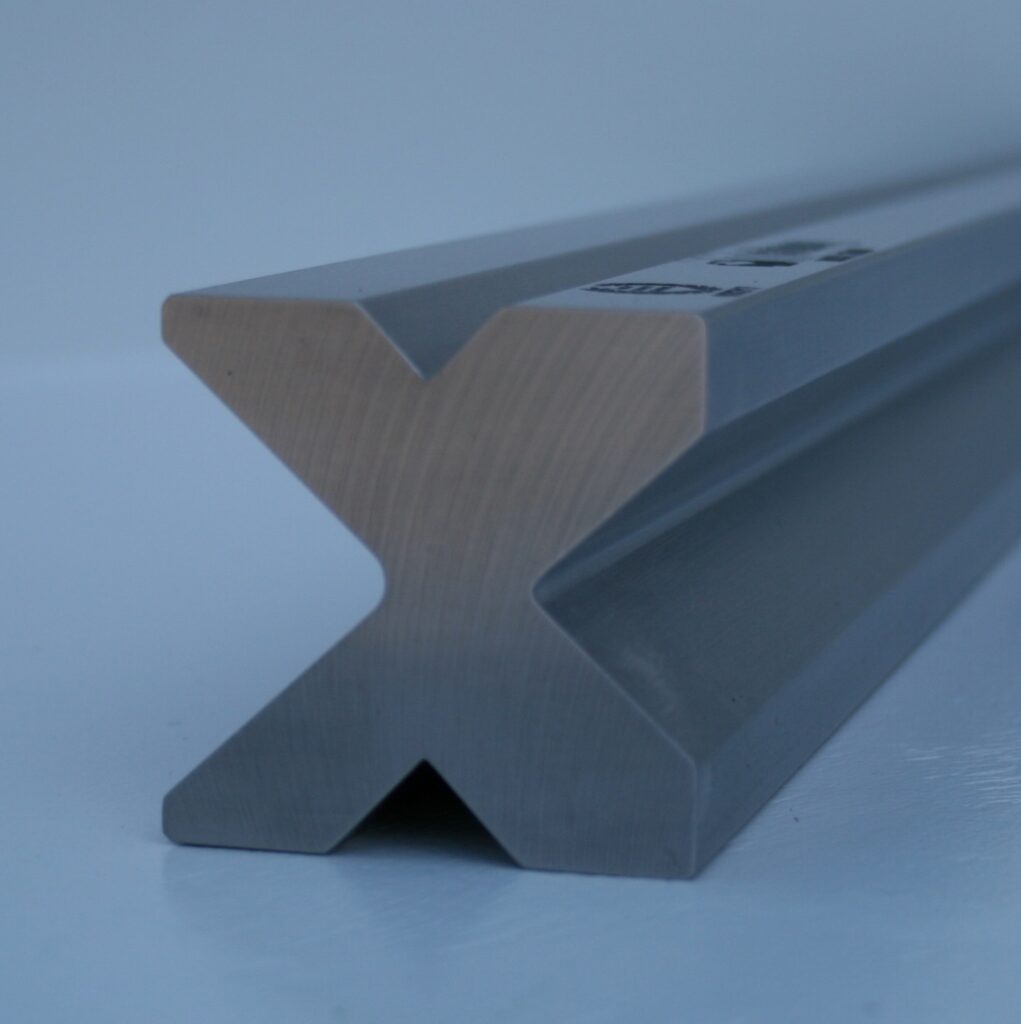
Eine der besten und häufigsten Matrizen zum Umbauen einer Presse in eine Abkantmaschine ist das Mod. 20.09, denn es ermöglicht das Abkanten von Blech mit 1, 2, 3, 4 und 6 mm Stärke. Da sie über mehrere Vs verfügt, kann die Matrize gedreht werden, um das jeweils für die abzukantenden Stärke passende V auszuwählen.
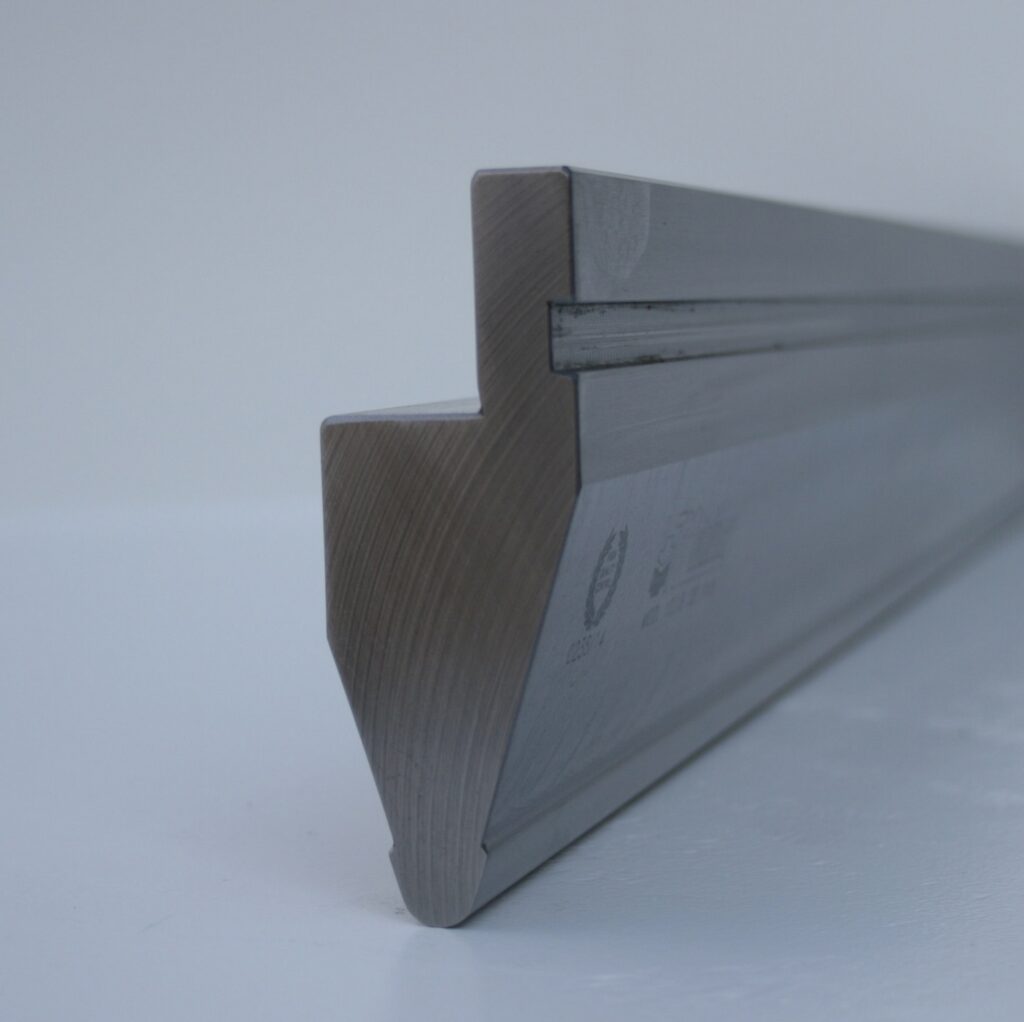
Für Stärken von 8 und 10 mm wird sehr häufig die Matrize Mod. 20.11/80 verwendet. Da diese nur ein einziges V mit 80 mm aufweist, ist sie sehr robust und eignet sich für die genannten Stärken.
ZUSAMMENFASSUNG
Nach erfolgter Fertigung des Spezial-Oberwerkzeughalters mit der für die Aufgabe geeigneten Länge stellen wir mit den nachstehenden Skizzen die unterschiedlichen Konfigurationen als Beispiele für die unterschiedlichen abzukantenden Blechstärken dar.
STÄRKE BIS ZU 6 MM
Die häufigste Konfiguration für Stärken bis zu 6 mm umfasst das Oberwerkzeug Mod. 10.10/88º und die Matrize Mod. 20.09. Siehe nachstehende Skizze.
STÄRKE VON 8 und 10 mm
Die häufigste Konfiguration für Stärken von 8 und 10 mm umfasst das Oberwerkzeug Mod. 10.13/35º und die Matrize Mod. 20.11/80. Siehe nachstehende Skizze.