This phrase; “I have received a fractioned punch and the shorter pieces are lower” is a classic in the press brake tooling sector and we are going to explain the reason for this “phenomenon”.
First we must be totally honest, has the punch been used, even if only for a moment? In our more than 30 years of experience in the sector the answer is YES.
Well, in that first moment the shorter pieces have been bent and we are going to explain why and how to check if what we say is true.
WHY HAVE THE SHORTEST PIECES BEEN BENT?
As we all know, press brake punches (see catalog of each manufacturer) always have a tonnage limitation, which is the maximum pressure that it can withstand per meter of punch. This measure is explained in tons per meter.
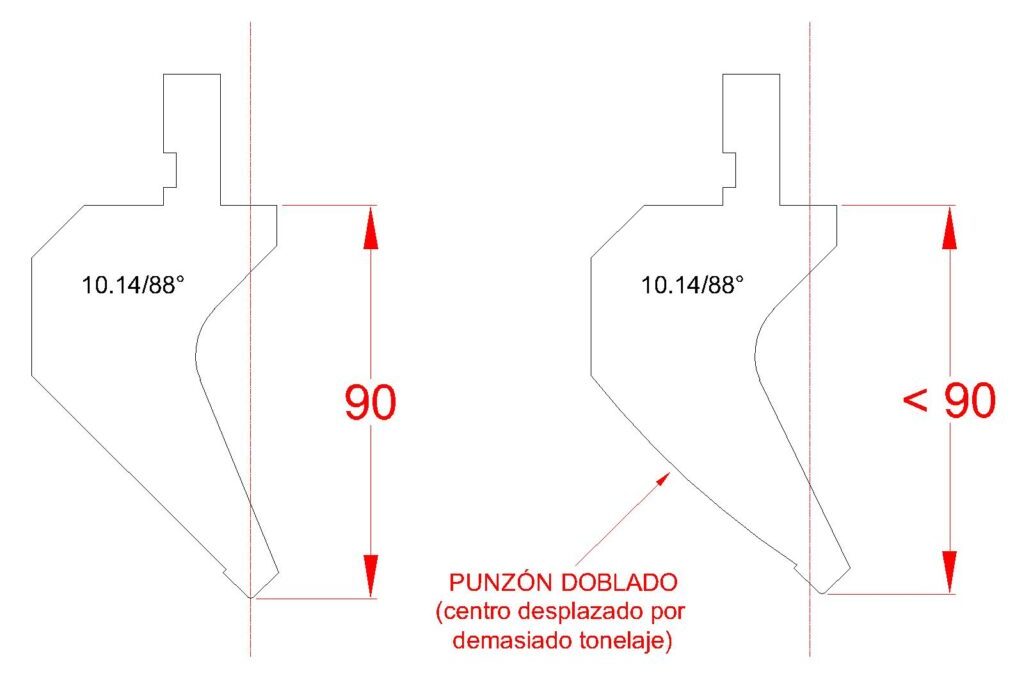
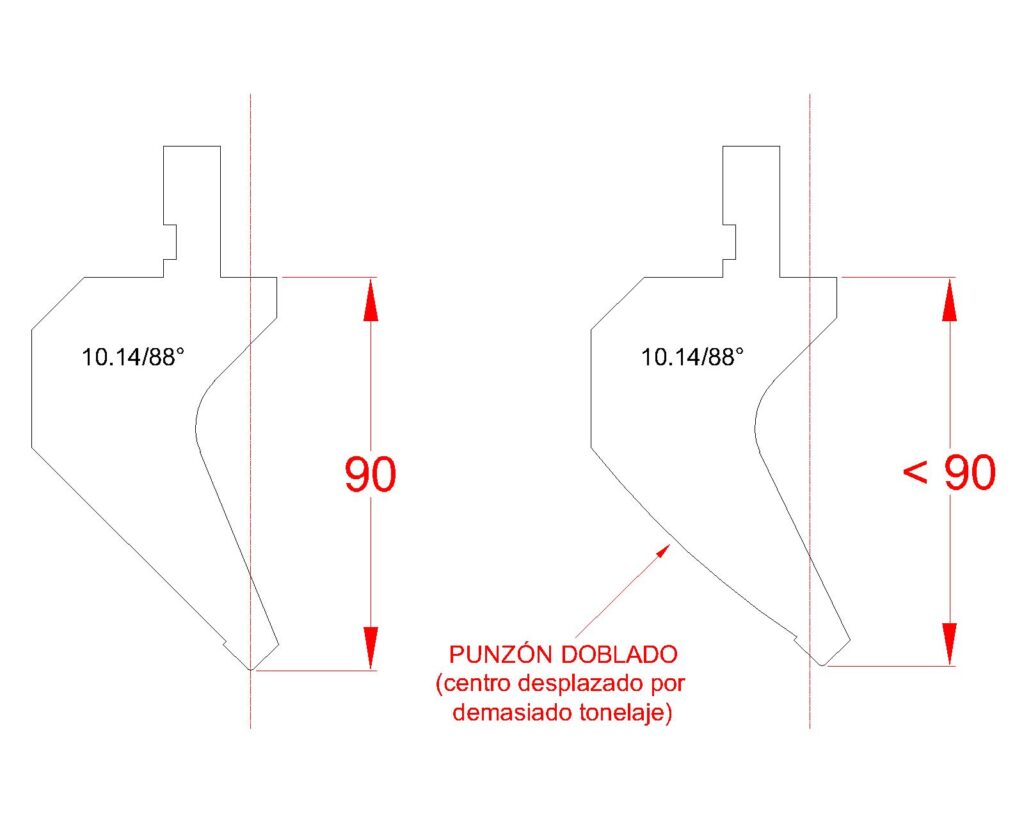
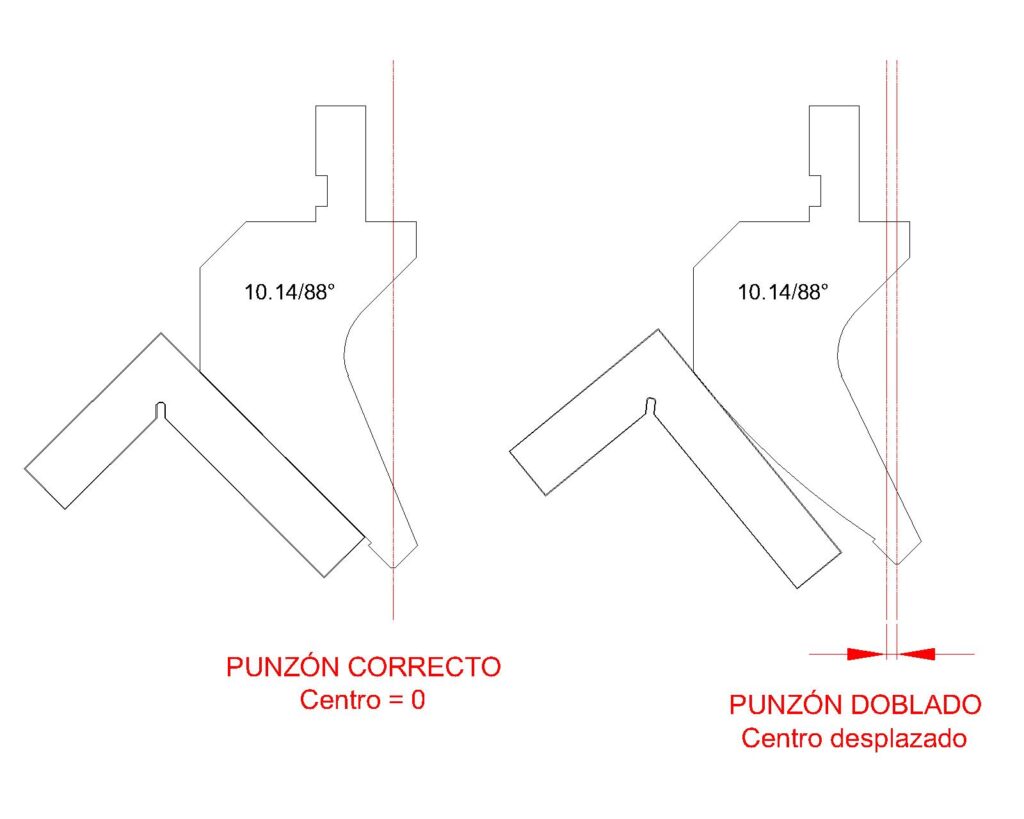
To give an example we see that the punch mod. 10.14 / 88º has a resistance of 70 Ton/mt, that is to say, it supports a maximum pressure of 70 Tons per meter of punch (for 1.000 m/m and not for 835 m/m which is usually the standard measurement). But what few people know is that if the fibers of the punch are broken and smaller sections are made, the tonnage of these small pieces are not proportional to their size, but their resistance is substantially reduced.
If a punch mod. 10.14 / 88º holds 70 Ton/mt, in a section of 10 m/m it will proportionally hold (in a simple rule of 3) 0,7 Tons, this is the theory, but in practice the tonnage can be almost half, that is to say 0,35 Tons in the 10 m/m section !!. This decrease in resistance is caused by the breaks in the fiber of the material, which ceases to give it continuity and causes its decrease of resistance.
As you can see in the attached sketch; when bending the smaller punch it twists and for that reason it is shorter.
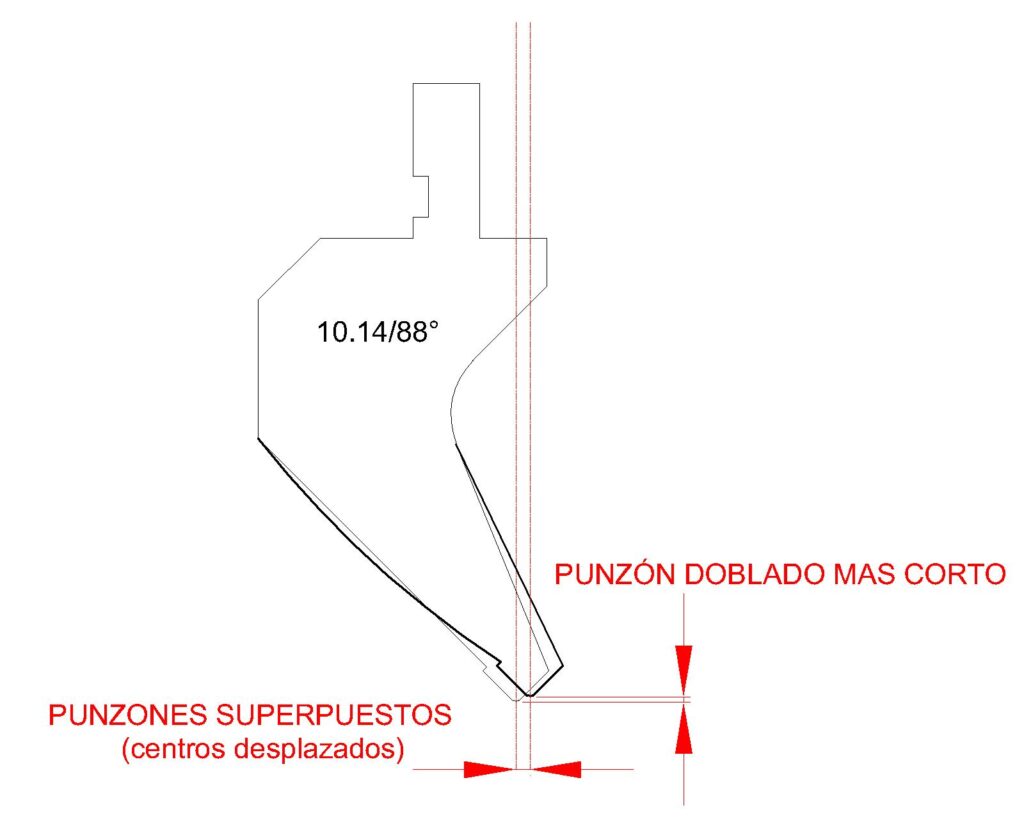
In the following sketch you can see the “normal” punch with overlapping bending.
HOW CAN WE CHECK IF THE SHORTEST PUNCH HAS BEEN BENDED?
The best way to check if the shorter punch has been bent by over-stress (too much pressure) is with a verification square.
In the attached photos you can see a type of verification square.

Verification square, to check if the punch is bent 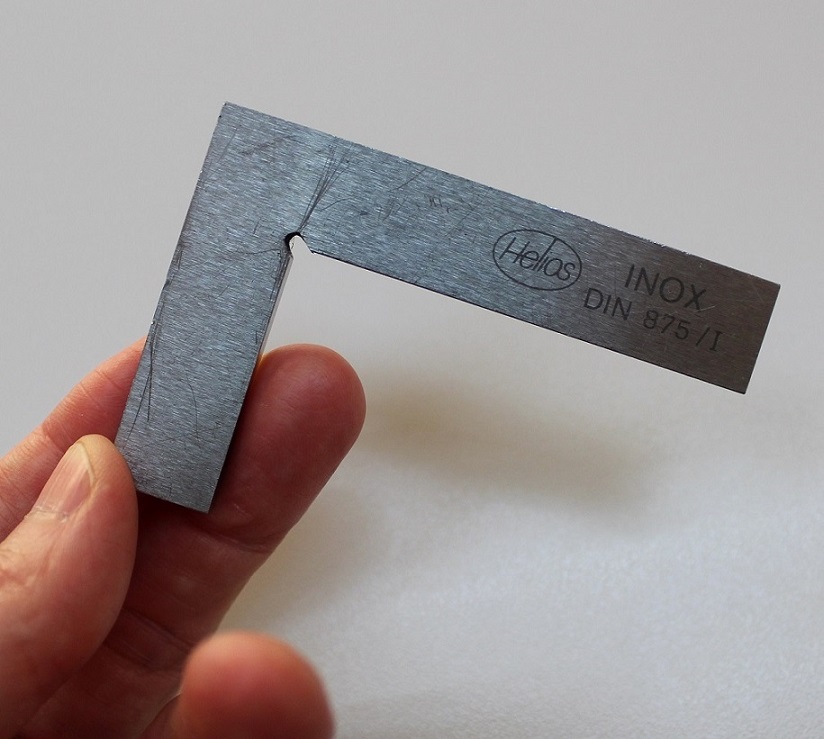
An operator with the verification square
And the way to check it is to put the verification square on the outside of the punch, as seen in the following sketch.
As we can see in the sketch, it is evident that the small section has been bent and that has made it shorter than the other longer punches.
MAYBE THE PUNCHES CAME ALREADY BENT?
The answer is a resounding NO, as no press brake tool manufacturer tests the punches, unless they are special, but not on standard tools.
The last process of the manufacture of a punch is its rectification, since it is necessary to leave it to the measure that the internal norms of each manufacturer of tools mark. This last phase is carried out with tangential rectification machine and it is absolutely impossible to rectify with a curve.
In the following photographs you can see a tangential rectification machine doing a press brake punch maintenance.

Rectification process of a press brake punch 
Rectification process of various press brake punches