Como converter uma PRENSA numa quinadora de chapa? Esta é uma pergunta muito comum que nos é colocada pelos nossos clientes e vamos explicar o que deve ser tido em conta para se ter sucesso nesta conversão.
Nas imagens seguintes podem-se ver diferentes tipos de prensas hidráulicas, no mercado existem inúmeros modelos com diferentes capacidades.



FABRICAR UM ADAPTADOR
A primeira coisa a ter em conta é que é necessário fabricar um adaptador para o fixar na PRENSA e para se poder fixar um punção standard, que neste caso será do tipo PROMECAM, uma vez que é um dos tipos de amarrações mais estandardizados a nível mundial. Recomenda-se que o comprimento do adaptador seja de 415 mm, 835 mm ou 1250 mm (este último é a soma de 415 e 835 mm), para que os punções Promecam com os seus comprimentos estandardizados.
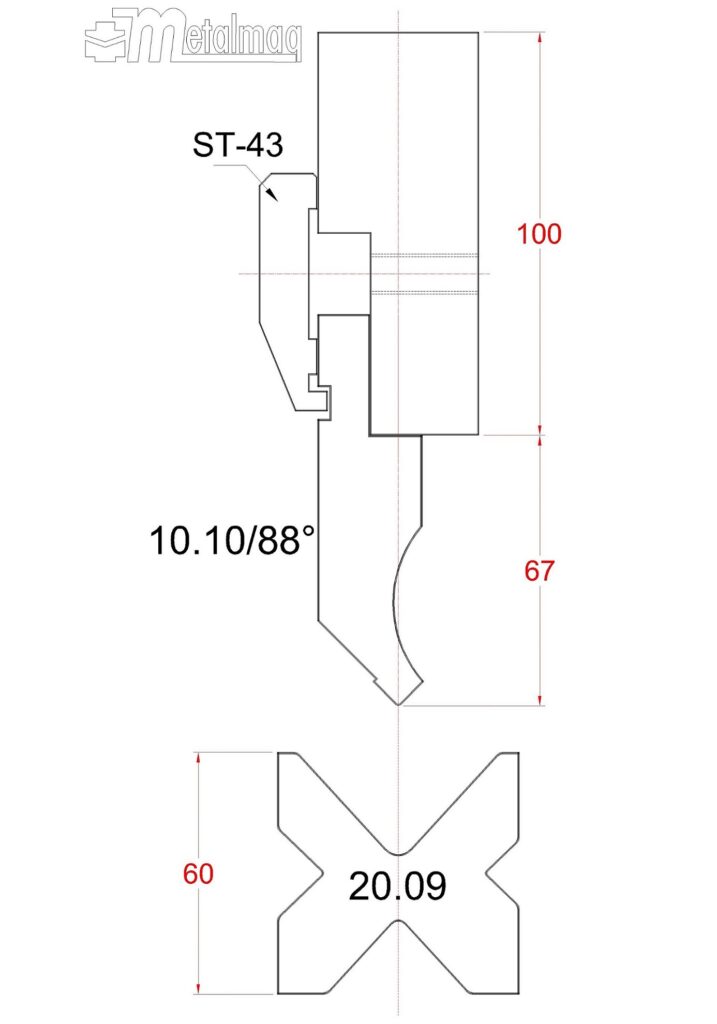
Como se pode ver no esboço abaixo, é importante respeitar o centro tanto do intermediário como do punção, para que o centro da dobra não se perca e a prensa funcione de forma alinhada. É evidente que o acoplamento adequado a cada tipo de prensa deve ser montado na parte superior do intermediário a fabricar.
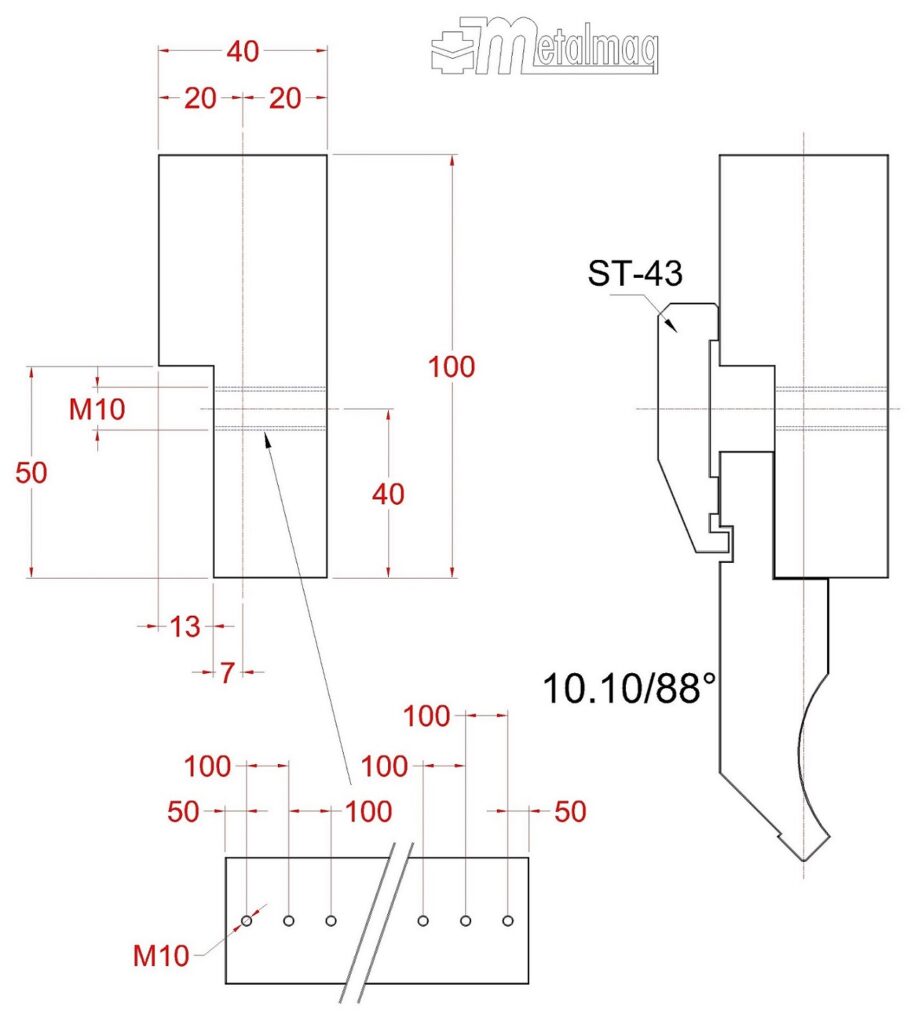
No esboço acima, pode-se ver que o entre centros dos orifícios M10 é de 100 mm, desta forma podemos fixar a FLANGE ST-43, que nos permitirá suster o punção standard PROMECAM com um sistema antiqueda (para que o punção não caia quando soltarmos a flange para o trocar).
Podemos também fornecer tanto os parafusos como as molas, de forma a que a flange ao ser desapertada tenha a tendência a abrir-se para facilitar a substituição dos punções.
ESCOLHER PUNÇÃO
Ao escolher um punção, devem ser tidos em conta dois fatores importantes: o tipo de espessura a dobrar e a forma do punção. A escolha de se este deve ser mais “reto” ou ter uma forma mais parecida a um “pé de cabra” determinará a forma da peça a dobrar.
O punção mais comum que é normalmente instalado é o mod. 10.10/88º e é recomendado para espessuras até um máximo de 6 mm.

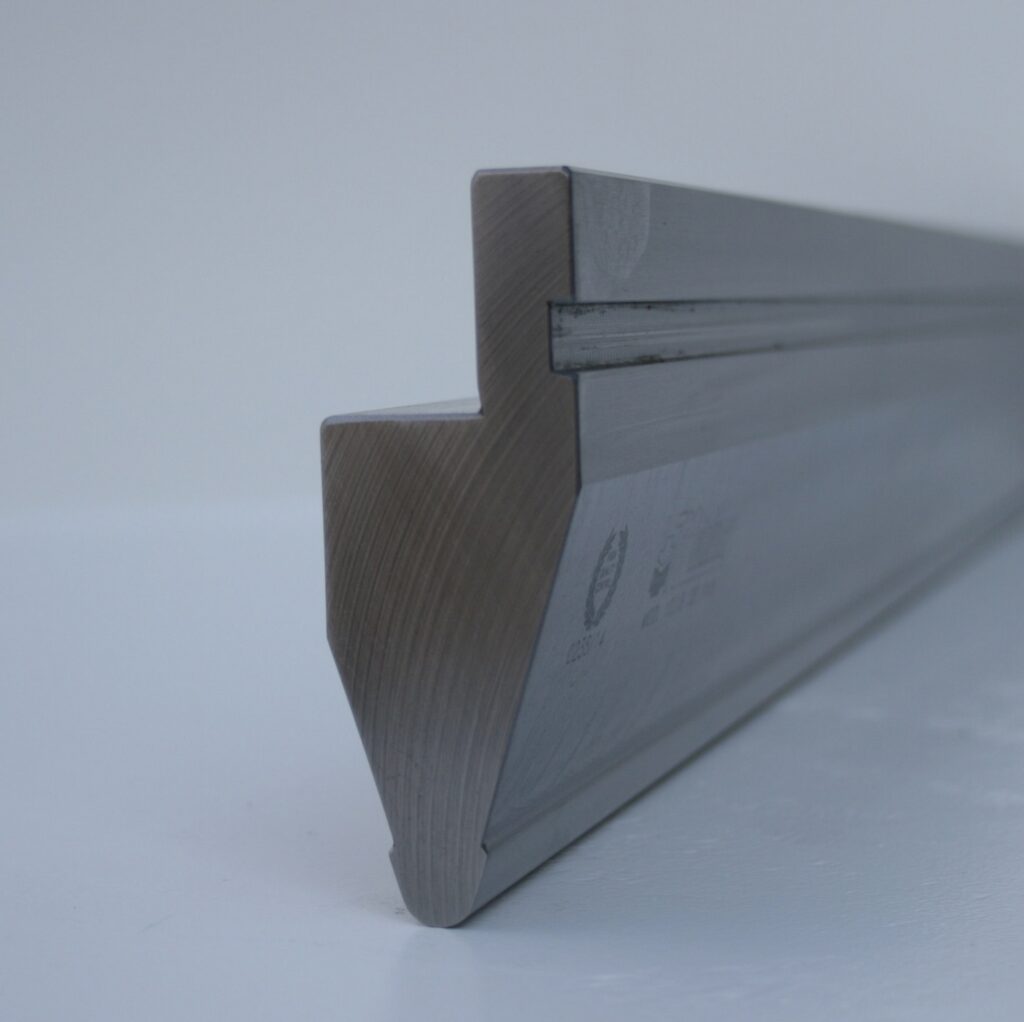
Para espessuras superiores a 6 mm, recomendamos o punção mod. 10.13/35º, já que por ser reto, mais encorpado e com um raio de 5 mm, é altamente recomendado para espessuras de 8, 10 e até 20 mm.
Se a dobra a ser feita tiver “abas” altas, deve ser escolhido um punção mais do tipo “pé de cabra” para se poder fazer a peça sem colisões no punção. Para se escolher este tipo de punção, poder-se-á consultar este link e escolher entre vários punções do tipo PROMECAM e verificar, com a quadrícula inscrita em cada punção, qual é o mais adequado para o trabalho a ser feito (para mais pormenores sobre esta quadrícula, também se pode fazer o download do plano de cada punção em PDF).
ESCOLHER A MATRIZ
Para se escolher o tipo de matriz adequado para cada tipo de trabalho, o mais importante é escolhê-la em função do tipo de espessura a dobrar. No link seguinte de TABELA DE DOBRA veremos a forma mais adequada de escolher a matriz que vamos precisar.
Uma das melhores e mais comuns matrizes para transformar uma prensa em quinadora é o mod. 20.09, uma vez que nos permitirá dobrar chapas de 1, 2, 3, 3, 4 e 6 mm; ao ter vários “V” podemos rodar a matriz para colocar o “V” adequado a cada espessura a dobrar.
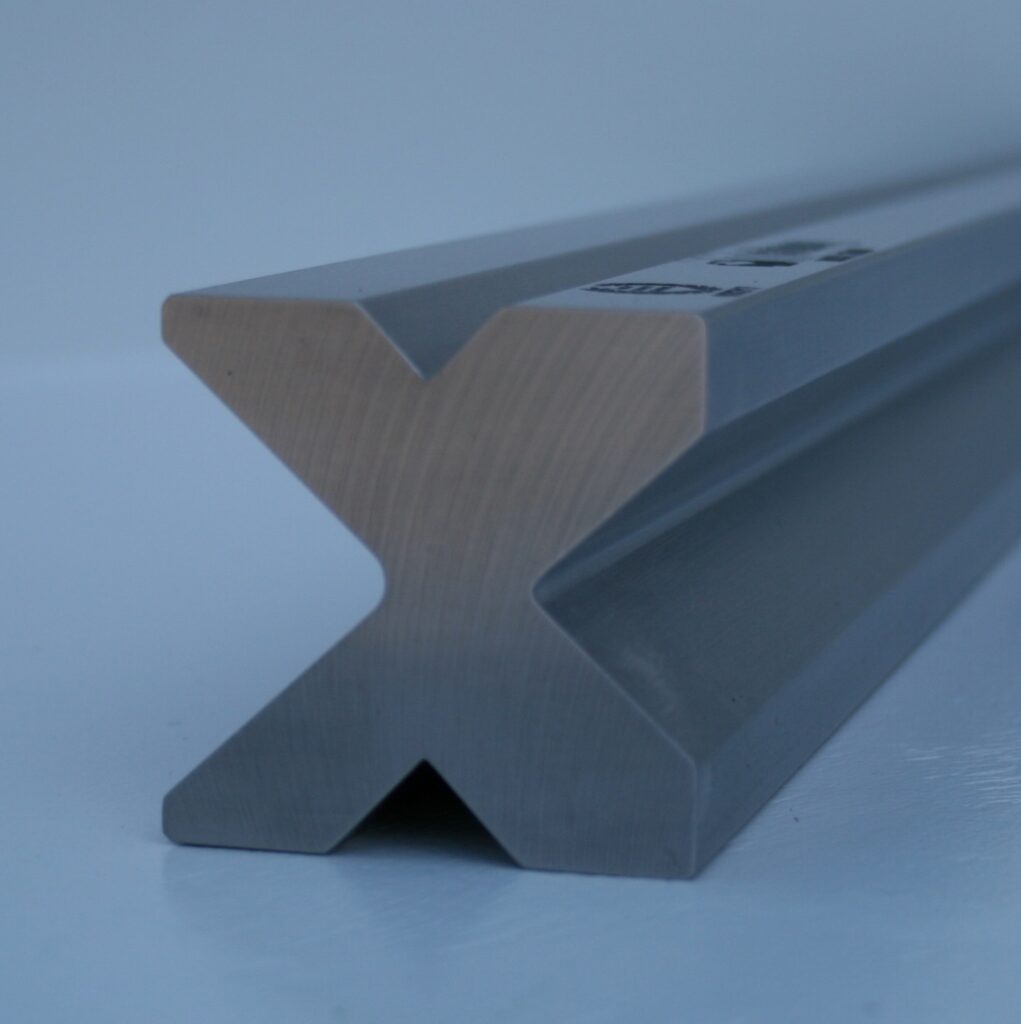
Para espessuras de 8 e 10 mm uma matriz muito comum é a do mod. 20.11/80, que por ter um único “V” de 80 mm, é muito robusta e adequada para as espessuras mencionadas.
RESUMO
Uma vez fabricado o porta-punção especial com o comprimento adequado para o trabalho a ser efetuado, os esboços seguintes mostram as diferentes configurações como exemplo para as diferentes espessuras a dobrar.
ESPESSURA DE ATÉ 6 mm
A configuração mais comum para espessuras de até 6 mm é o punção mod. 10.10/88º e a matriz mod. 20.09. Como se pode ver no esboço seguinte.
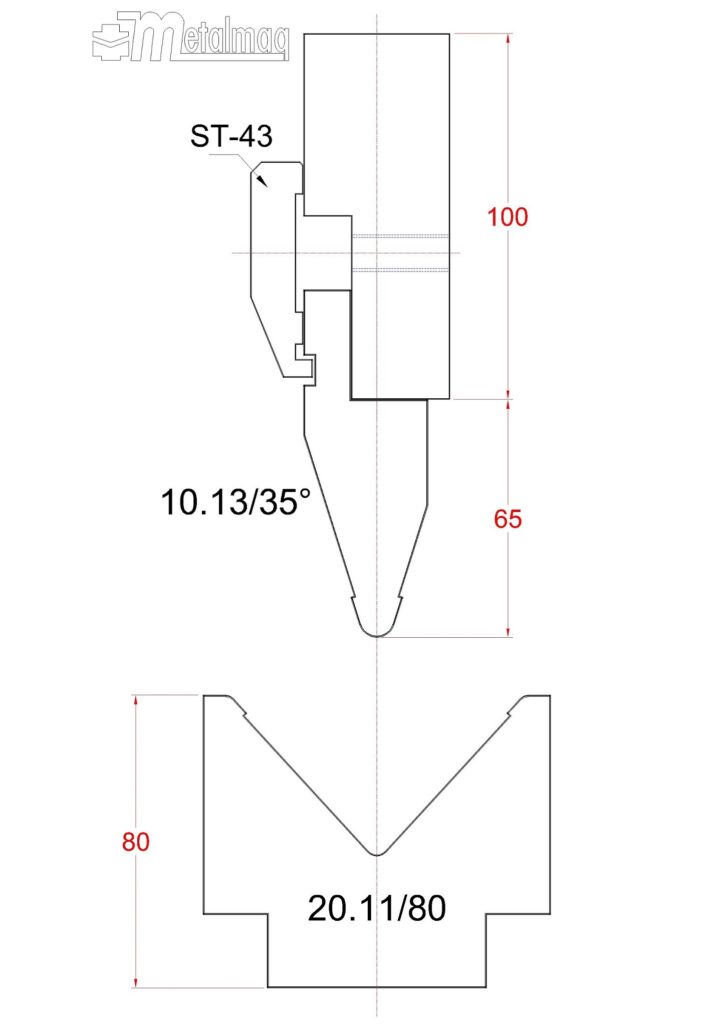
ESPESSURA DE 8 e 10 mm
A configuração mais comum para espessuras de 8 e 10 mm é o punção mod. 10.13/35º e a matriz mod. 20.11/80. Como se pode ver no esboço seguinte.