Faire des « onglets » ou des « bords » sur les tôles, en particulier dans ceux d’épaisseur plus fine, est très courant. Il existe différentes raisons pour réaliser ces « plis écrasés » et les plus courantes sont:
– Donner une meilleure finition aux pièces
– Éviter les utilisateurs de se couper sur les bords de la tôle
– Renforce la rigidité des pièces métalliques
DEUX TYPES DE « ONGLETS »
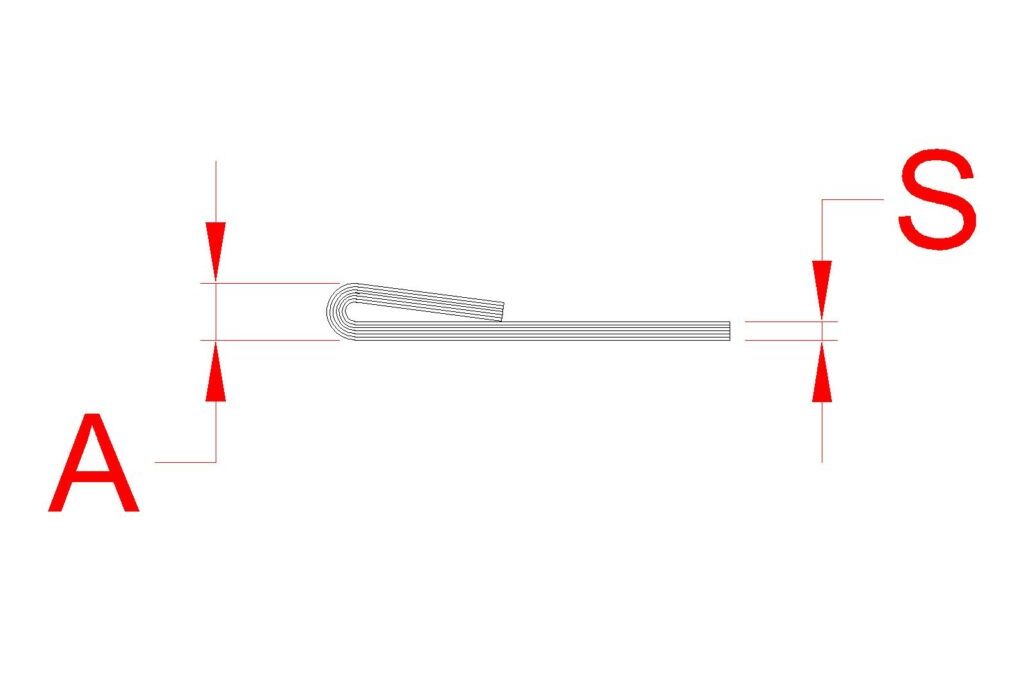
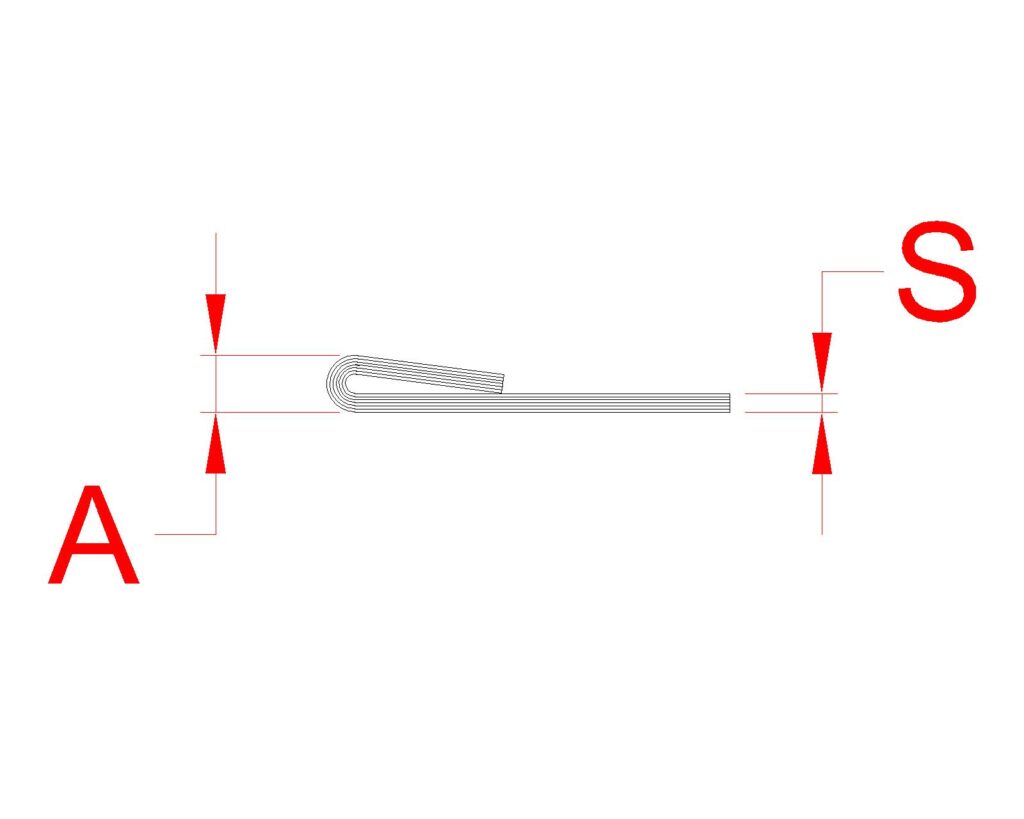
Il existe deux types « d’onglets », le premier est celui qui laisse un peu de forme ronde. C’est le plus recommandé, car c’est celui qui laisse le moins de marques sur la tôle et aussi celui qui a besoin du plus petit tonnage pour être fait.
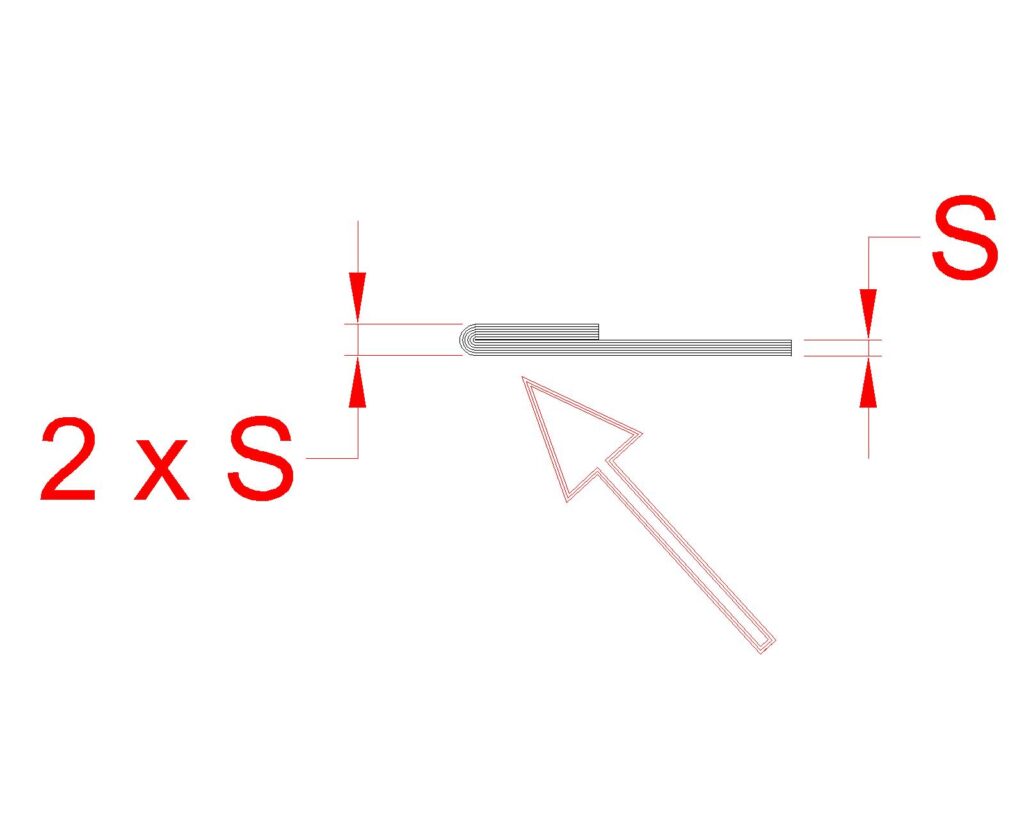
La deuxième façon est celle qui est complètement écrasée, ce qui n’est généralement pas recommandé, car elle laisse une petite marque sur la tôle (voir la flèche dans le croquis ci-joint). Cette marque est provoquée par la tension lors du pliage de « l’onglet » et lui fait laisser cette petite marque, parfois ce n’est qu’une ombre.
Ce type d’onglet a besoin de beaucoup plus de force (pression) pour fonctionner que la première option.
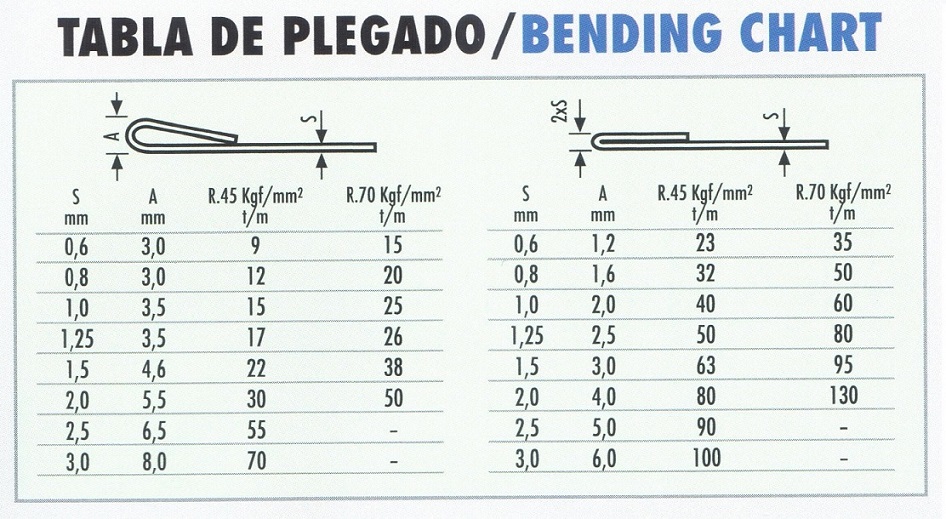
Dans le croquis suivant, vous pouvez voir le tonnage nécessaire pour fabriquer les deux types d’onglets. Le calcul dépend principalement de l’épaisseur et du type de matériau à plier.
FAÇONS DE FAIRE LES «ONGLETS»
Les deux principales façons d’effectuer des « onglets » sont la manière traditionnelle, c’est-à-dire de faire d’abord le pli à 35° puis d’effectuer une seconde fois l’écrasement, et la deuxième consiste à utiliser les outils de « agrafer et écrasement » qui fonctionnent via récupération par ressorts.
Nous expliquerons les deux méthodes et les avantages de chacune.
AGRAFER ET ÉCRASEMENT DE MANIÈRE TRADITIONNELLE
Comme vous pouvez le voir dans le croquis ci-joint, cette méthode comporte deux parties, la première la tôle est pliée à 30 ou 35° et dans la deuxième opération elle est écrasée.
Il a l’inconvénient qu’une opération doit être effectuée en premier et ensuite, pour faire la seconde il faut changer les outils de la presse plieuse, donc c’est plus lent à effectuer. Mais leur achat est généralement un peu moins cher.
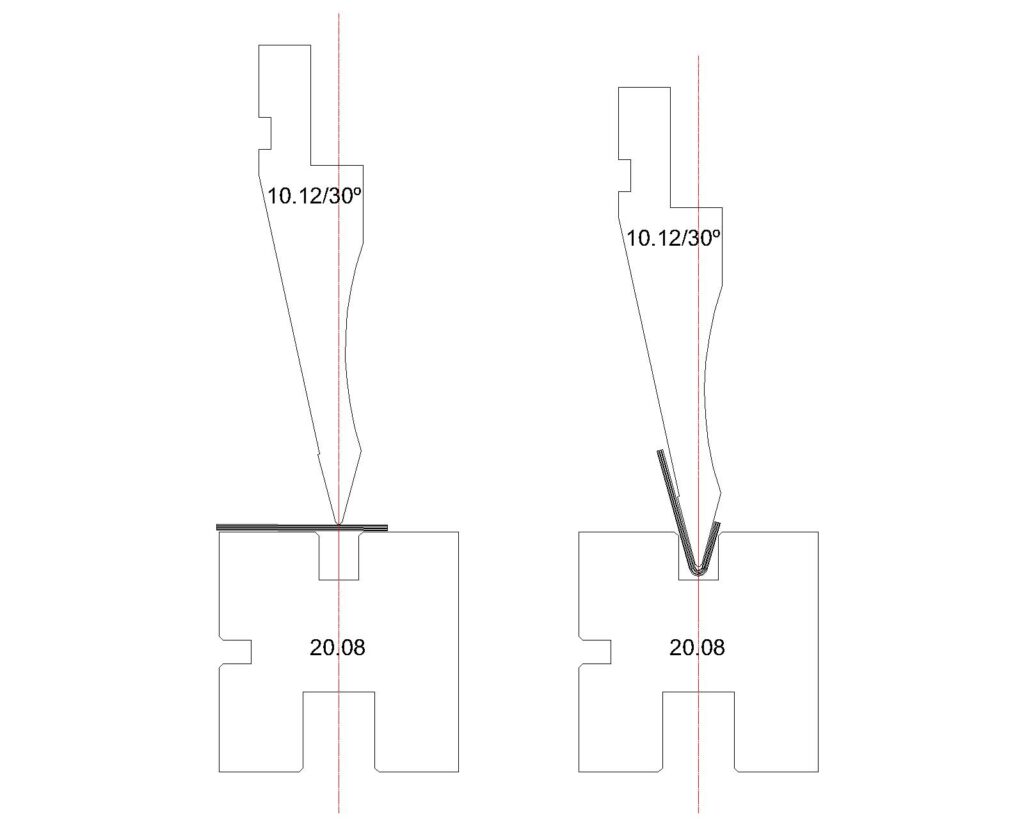
Première opération d’agrafer et d’écrasement dans la presse plieuse 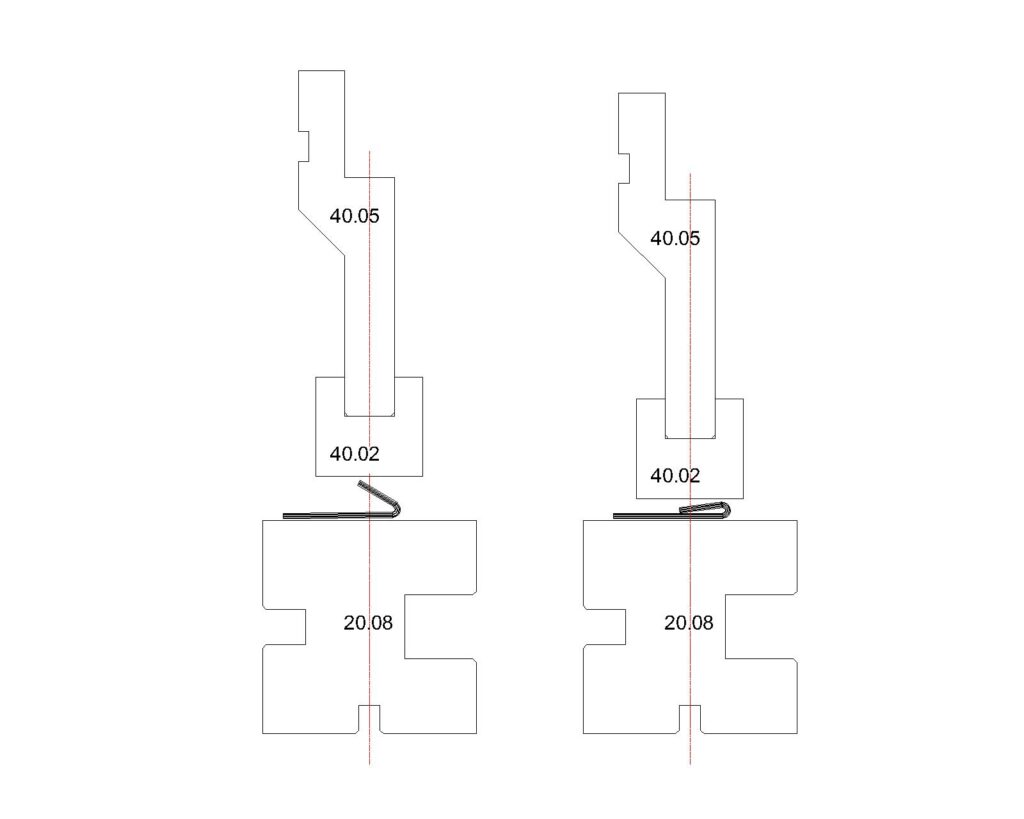
Deuxième opération d’agrafer et d’écrasement en presse plieuse
La première partie de la simulation ci-jointe est réalisée avec le poinçon standard mod. 10.12/30º et avec la matrice mod. 20.08, tous deux du système Promecam. La deuxième partie de la simulation ci-jointe est réalisée avec le porte-poinçon mod. 40.05 et avec le poinçon mod. 40.02 et aussi avec la matrice mod. 20.08, tous du système Promecam.
Evidemment la matrice doit être avec un V à 30º ou 35º, mais elle sera également adéquate en fonction de l’épaisseur de la tôle; voir l’article de « Tableaux de pliage en tôle«
“AGRAFER ET ÉCRASEMENT” AVEC DES OUTILS STANDARD
Cette deuxième méthode est la plus rapide à exécuter, car la pièce est rendue entière sans avoir besoin de changer d’outil. Comme nous le voyons dans le croquis ci-joint, cette méthode comporte deux parties, la première la tôle est pliée à environ 30° et la deuxième opération est l’écrasement.
Évidemment, son achat est un peu plus cher que la première méthode, mais si plusieurs pièces doivent être réalisées, l’amortissement est plus que justifié.
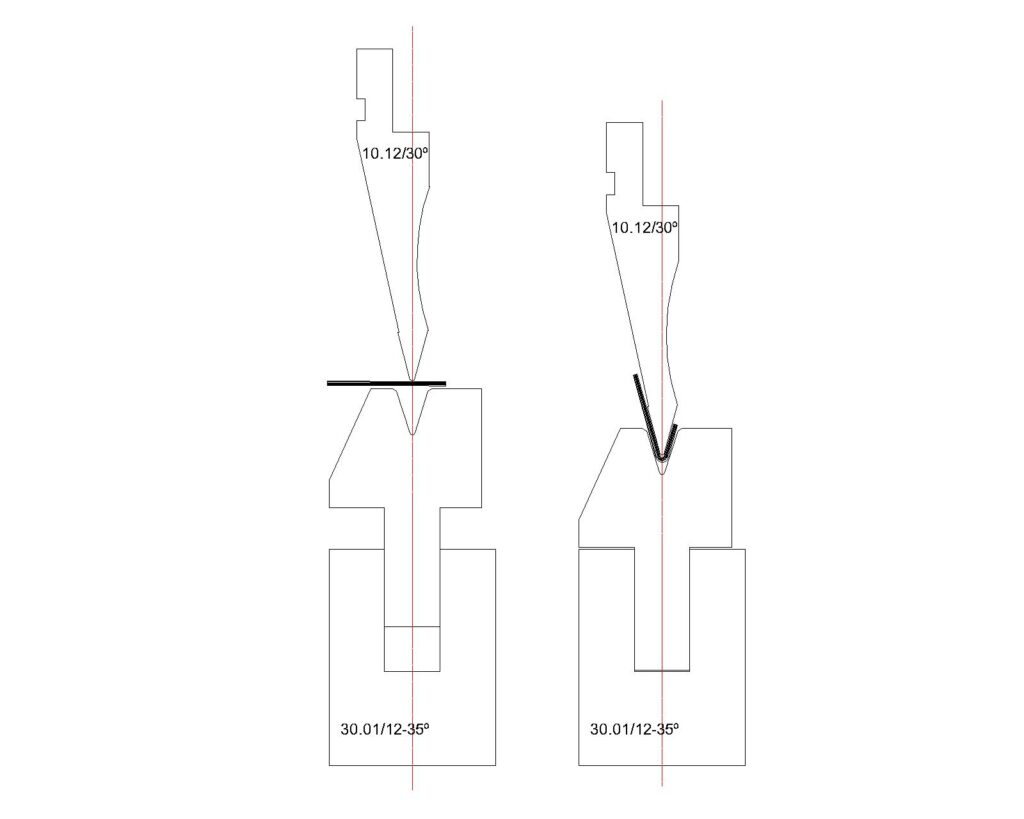
Première opération d’agrafer et écrasement avec un outil de presse plieuse 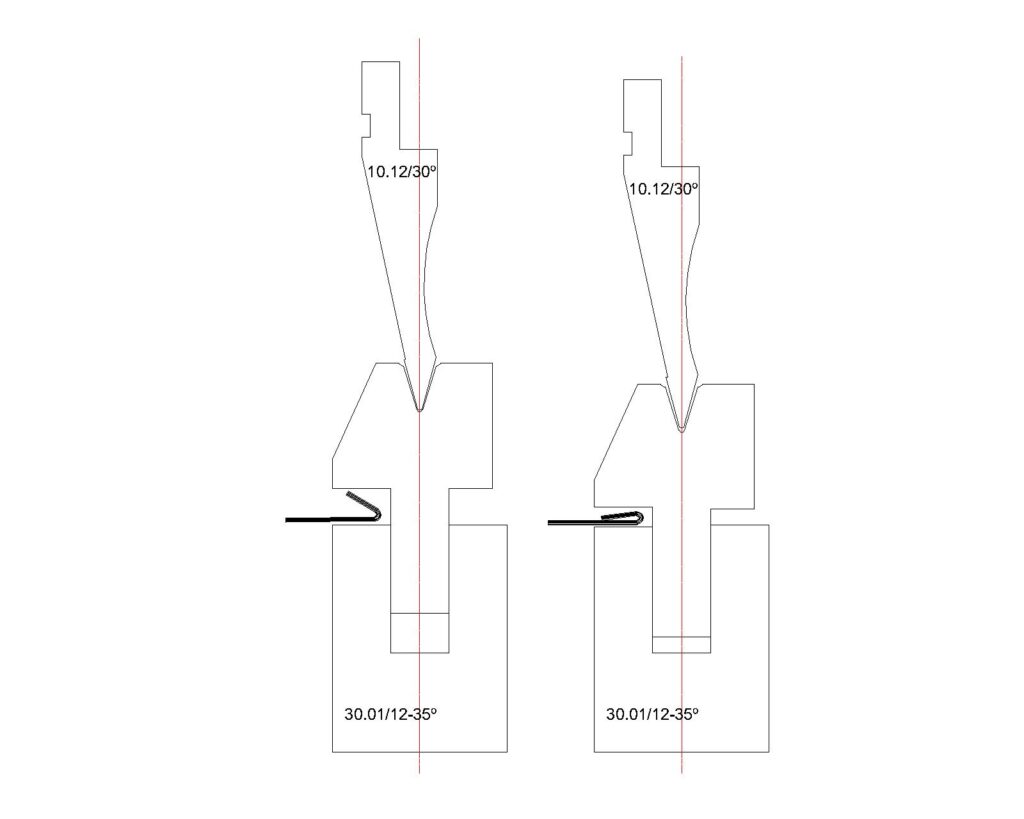
Deuxième d’agrafer et écrasement avec un outil de presse plieuse
Les outils de « agrafer et écrasement » ont des ressorts à l’intérieur. Lorsque la presse plieuse descende pour se plier, ceux-ci cèdent, mais lorsque la presse plieuse est relevée, les ressorts se dilatent et l’outil revient à sa position d’origine. Il existe également des outils à entraînement pneumatique, pour les clients les plus exigeants qui nécessitent une production très élevée.
Dans la première partie de la simulation ci-jointe, on peut voir comment, lors de l’abaissement de la presse plieuse, les ressorts cèdent et la pièce se plie à 30º. Dans la deuxième partie, on peut voir que la pièce pliée à 30º est placée à l’emplacement de l’outil, de sorte que lorsque la presse plieuse est abaissée, le même outil l’écrase.
Ici comme dans la section précédente, nous devons également calculer la matrice appropriée pour l’épaisseur que nous devons faire; voir l’article de « Tableaux de pliage en tôle«
UNE VIDÉO COMME MEILLEUR EXEMPLE
Dans la vidéo suivante, nous verrons comment un « onglet » de 1 m/m est réalisé en INOX avec la méthode manuelle et avec le poinçon mod. 10.12/30º et la matrice mod. 20.08. Puis, après avoir changé d’outils, il finit par être écrasé avec le porte-poinçon mod. 40.05, le poinçon mod. 40.02 et la matrice mod. 20.08.
Plus tard, vous pouvez voir comment un « onglet » est également fabriqué en tôle de 1 m/m INOX, mais cette fois avec l’outil de « agrafer et écrasement » mod. 30.01/35º-V8.
Avec cette comparaison, il est facile de voir les avantages et les inconvénients de chaque système et que l’utilisateur peut choisir celui qui lui convient le mieux.