Making “flange” or “edges” on the metal sheets, especially on the thinner ones, is very common. There are different reasons for making these “flattened bends” and the most common are:
– Give a better finish to the pieces
– Prevent users from cutting themselves on the edges of the sheet
– Strengthen the rigidity of metal parts
TWO TYPES OF “FLANGES”
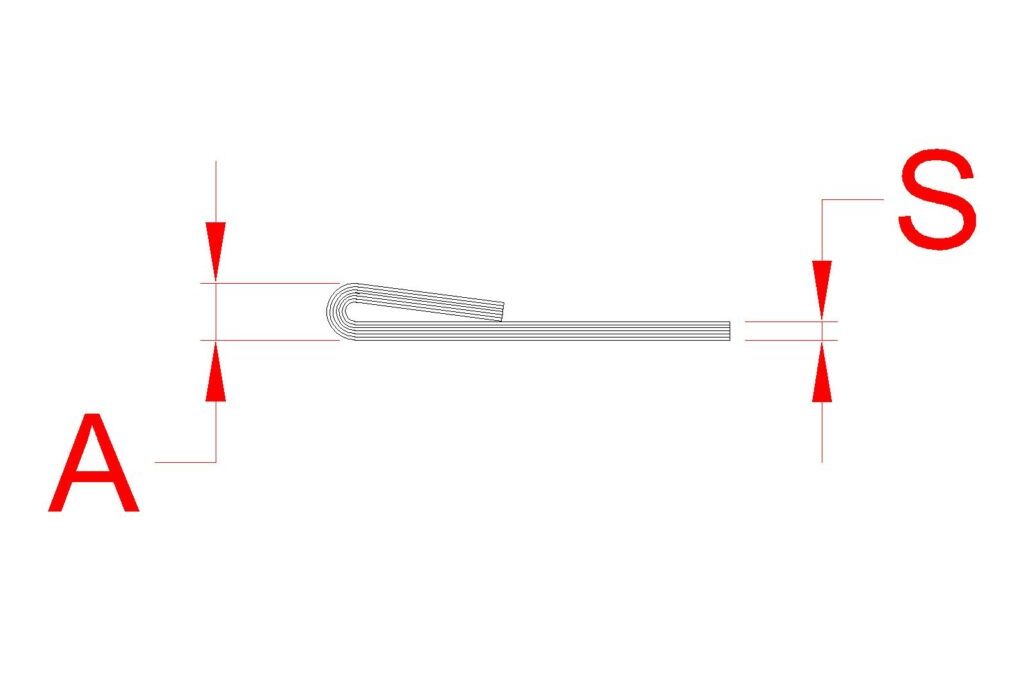
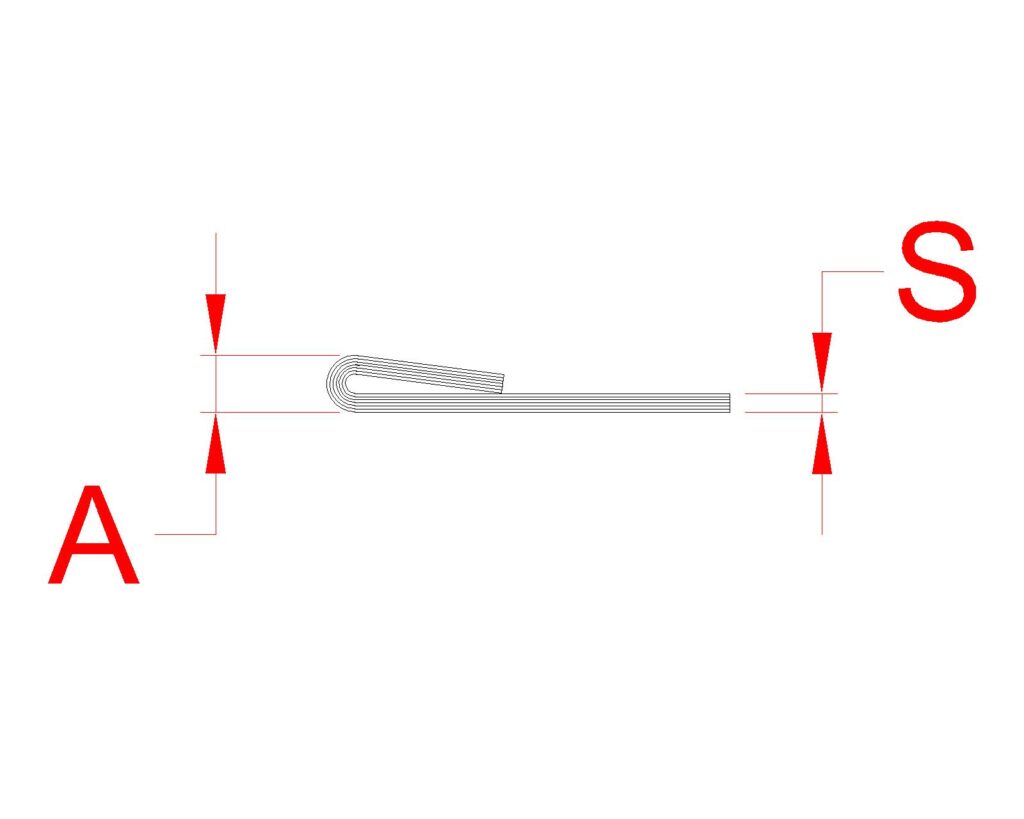
There are two types of “flanges”, the first is the one that leaves a little round shape. It is the most recommended, since it is the one that leaves the least marks on the metal sheet and also the one that needs the lowest tonnage to be made.
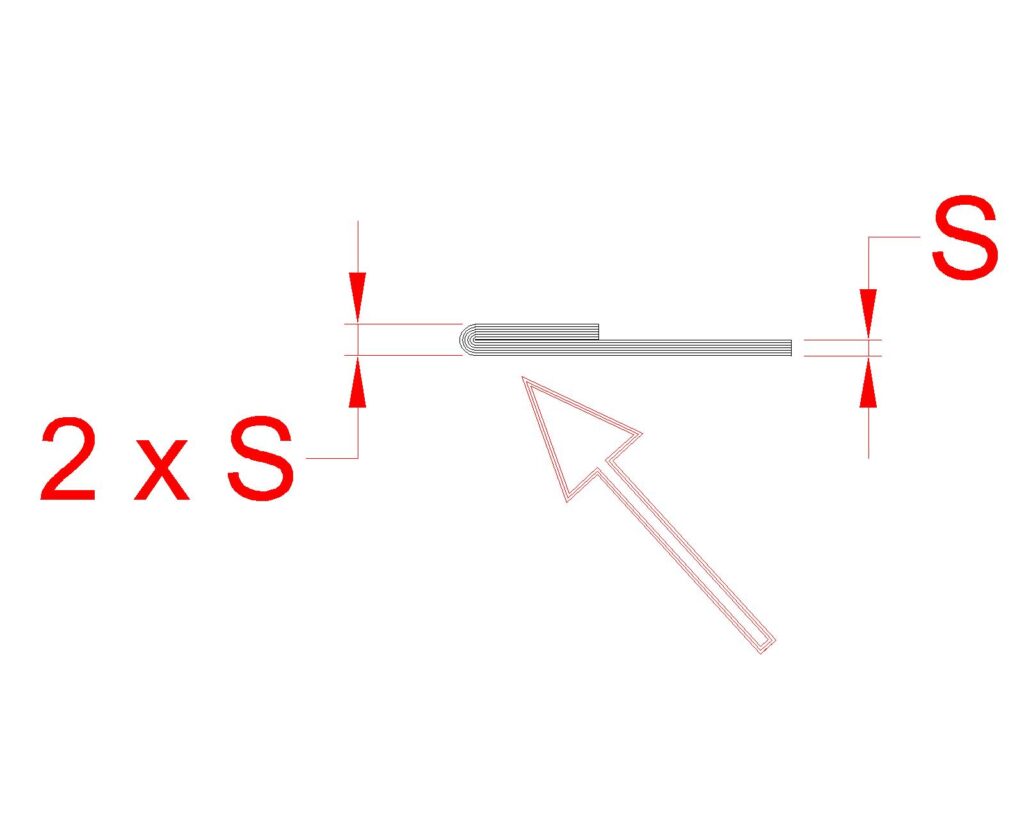
The second way is the one that is totally crushed, this is not usually recommended, since it leaves a small mark on the metal sheet (see the arrow in the attached sketch). This mark is caused by the tension when bending the “flange” and makes that it leaves this small mark, sometimes it is just a shadow.
This type of flange needs much more force (Pressure) to perform than the first option.
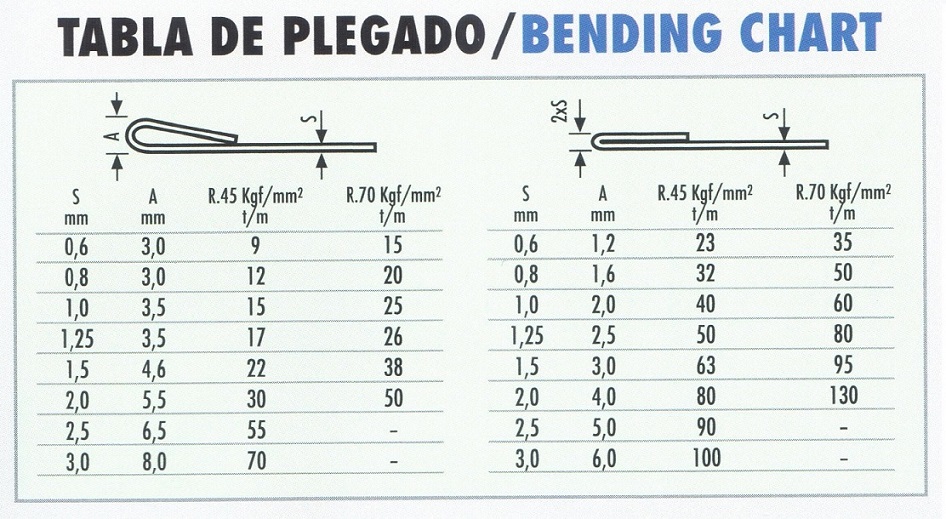
In the following sketch you can see the necessary tonnage to make the two types of flanges. The calculation depends mainly on the thickness and the type of material to be folded.
WAYS TO MAKE THE “FLANGES”
The two main ways of performing “flange” are the traditional way, that is to say, first make the fold at 35º and then in another operation perform the closing, and the second way is with the tools of “close and crush” that works through recovery by springs.
We will explain the two methods and the advantages of each.
CLOSING AND CRUSHING IN THE TRADITIONAL WAY
As you can see in the attached sketch, this method has two parts, in the first one the metal sheet is bended at 30 or 35º and in the second operation it is closed.
It has the disadvantage that an operation must be done first and then, to do the second we must change the tools of the press brake, therefore it is slower to perform. But their purchase is usually somewhat cheaper.
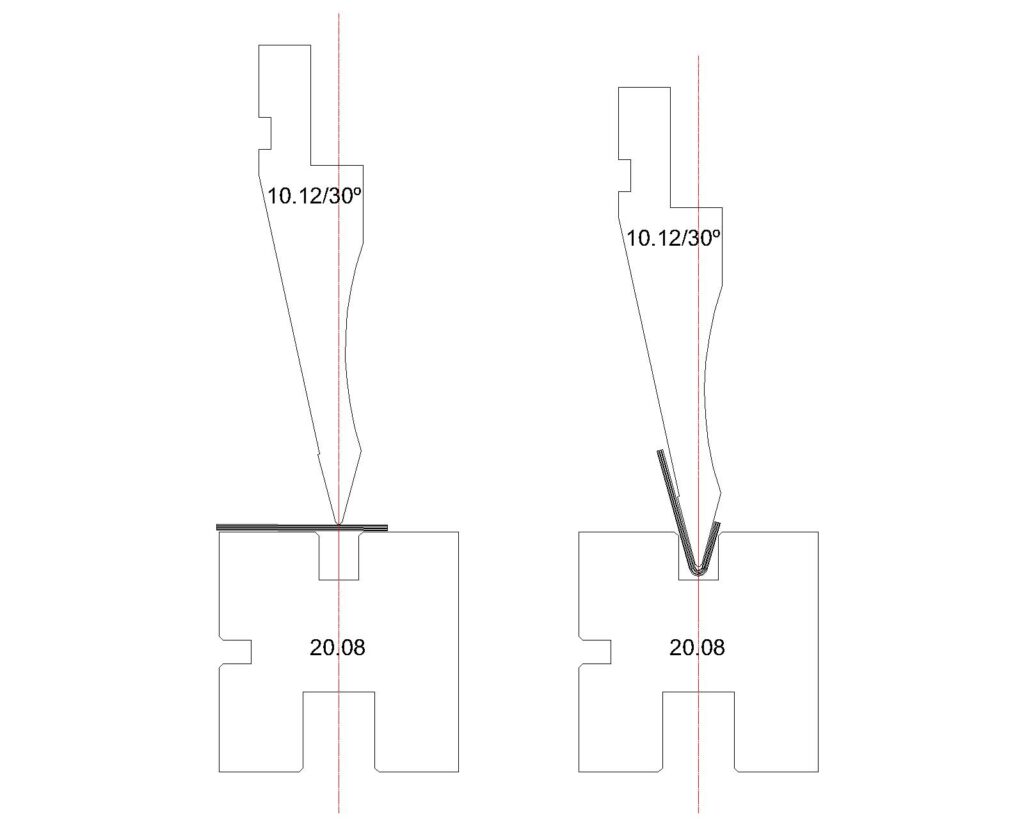
First closing and crushing operation in press brake 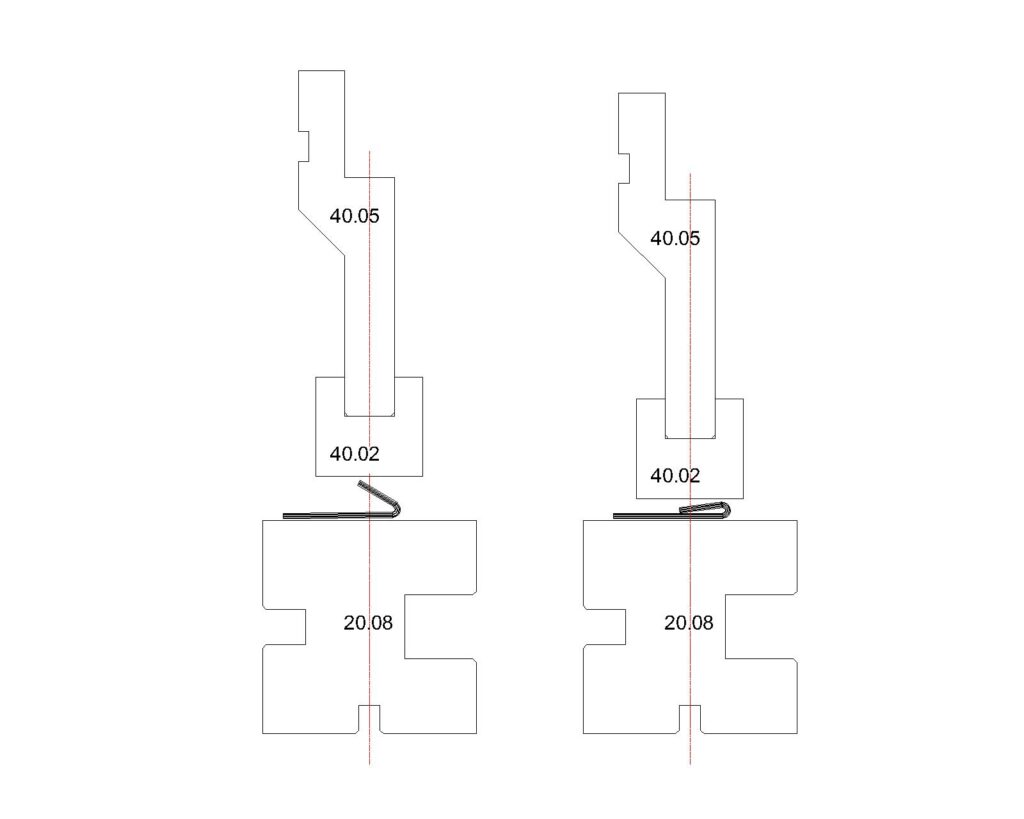
Second operation of closing and crushing in press brake
The first part of the attached simulation is made with the standard punch mod. 10.12 / 30º and with the die mod. 20.08, both from the Promecam system. The second part of the attached simulation is performed with the punch holder mod. 40.05 and with the punch mod. 40.02 and also with the die mod. 20.08, all from the Promecam system.
Obviously the die must be with a V at 30º or 35º, but it will also be adequate according to the thickness of the sheet; see post of “Metal Sheet bending tables”
“CLOSING AND CRUSHING” WITH STANDARD TOOLS
This second method is the fastest to execute, since the part is made whole without the need for tool changes. As we see in the attached sketch, this method has two parts, the first one the sheet is folded at about 30º and the second operation is the crushing.
Obviously, its purchase is somewhat more expensive than the first method, but if several pieces must be made, the amortization is more than justified.
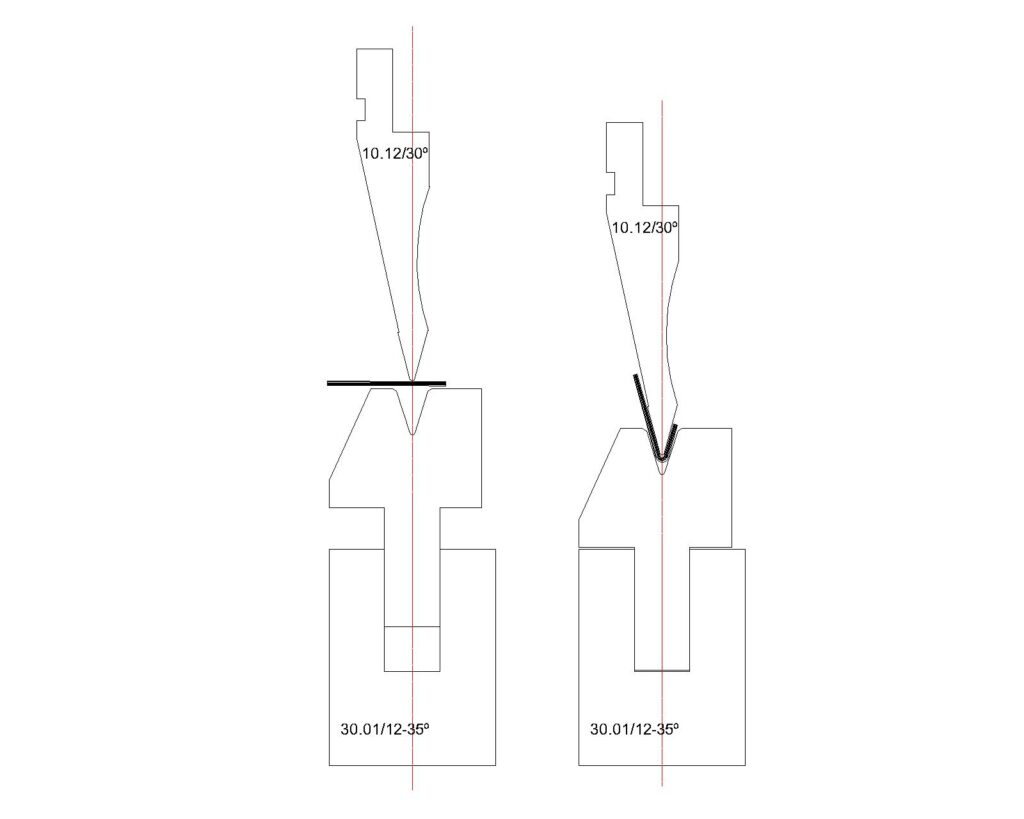
First operation of closing and crushing with a press brake tool 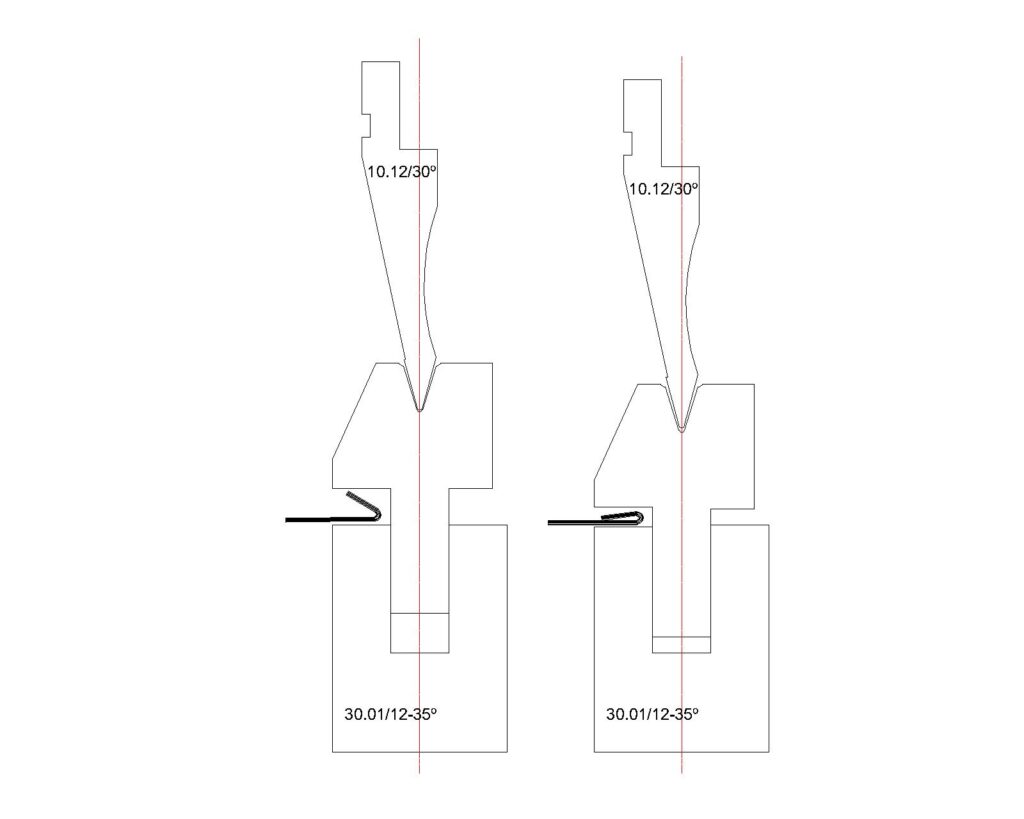
Second operation of closing and crushing with a press brake tool
The tools of “close and crush” have springs on the inside. When the press brake descends to bend, these give way, but when the press brake is raised, the springs expand and the tool returns to its original position. There are also tools with pneumatic drive, for more demanding customers who require a very high production.
In the first part of the attached simulation, it can be seen how, when lowering the press brake, the springs give way and the piece bends at 30º. In the second part, it can be seen that the piece bended at 30º is placed in the location of the tool, so that when the press brake is lowered, the same tool will crush it.
Here as in the previous section we must also calculate the appropriate die for the thickness that we must make; see post of “Metal sheet bending table”
A VIDEO AS A BEST EXAMPLE
In the following video we will see how a “flange” of 1 m/m is made in INOX with the manual method and with the punch mod. 10.12/30º and the die mod. 20.08. Then, after changing tools, it ends up being crushed with the punch holder mod. 40.05, the punch mod. 40.02 and the die mod. 20.08.
Later you can see how a “flange” is also made in metal sheet of 1 m/m INOX, but this time with the tool of “close and crush” mod. 30.01/35º-V8.
With this comparison it is easy to see the pros and cons of each system and that the user can choose the one that suits him best.