El hacer “pestañas” o “bordes” en las chapas, sobre todo en las de espesores más finas, es muy habitual. Hay diferentes motivos para hacer estos “pliegues aplastados” y los más usuales son:
– Dar un mejor acabado a las piezas
– Evitar que los usuarios se corten con los bordes de la chapa
– Reforzar la rigidez de las piezas metálicas
DOS TIPOS DE “PESTAÑAS”
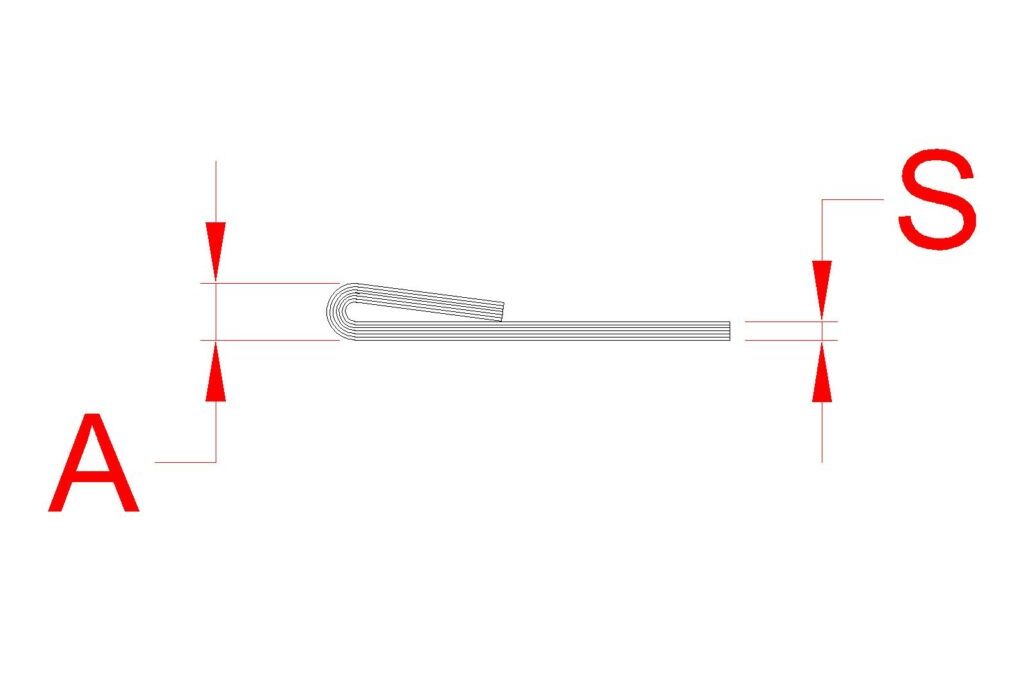
Hay dos tipos de “pestañas”, la primera es la que deja un poco de forma redonda. Es la más recomendada, ya que es la que menos marcas deja en la chapa y además la que necesita menor tonelaje para realizarse.
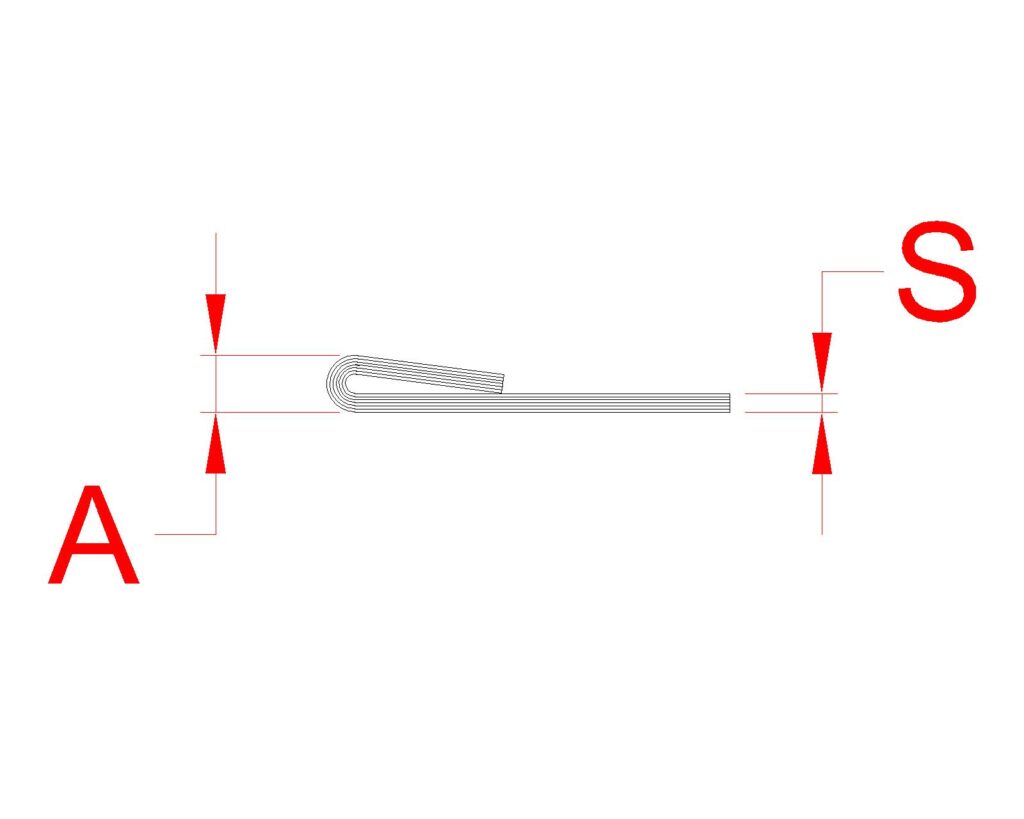
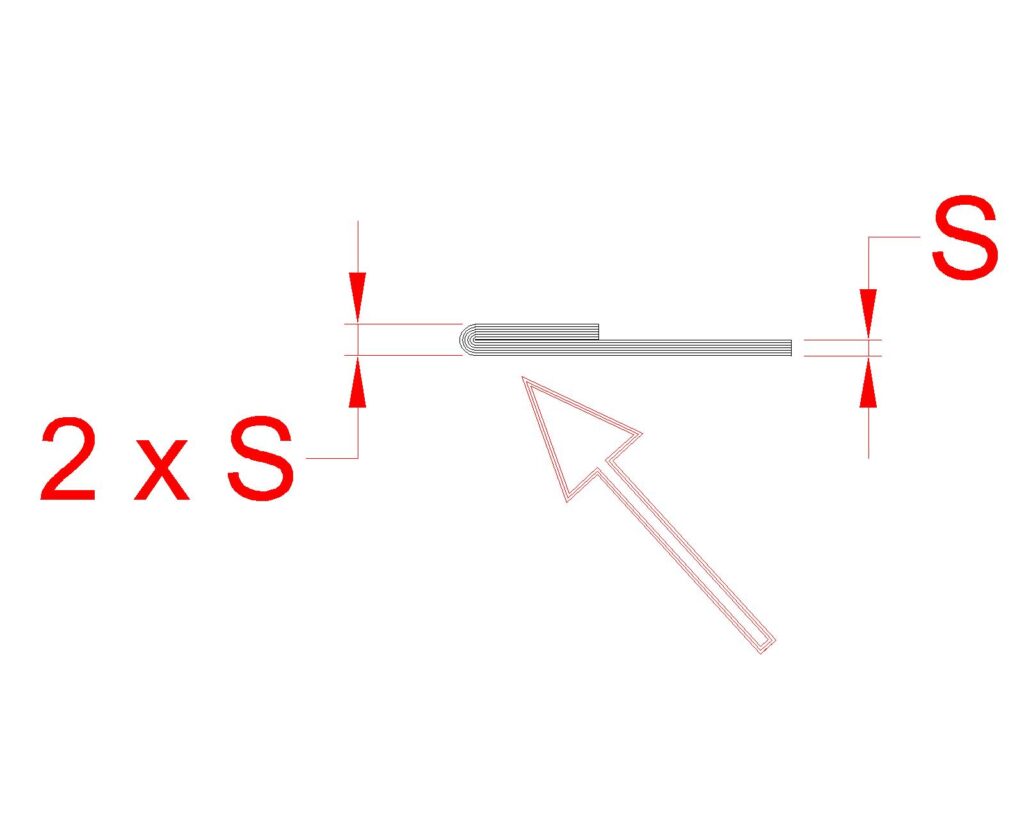
La segunda forma es la que es totalmente aplastada, esta no se suele recomendar, ya que deja una pequeña marca en la chapa (ver la flecha en el croquis adjunto). Esta marca es provocada por la tensión al plegar la “pestaña” y hace que deje esta pequeña marca, a veces es solo una sombra.
Este tipo de pestaña necesita mucho más fuerza (Presión) para realizarse que la primera opción.
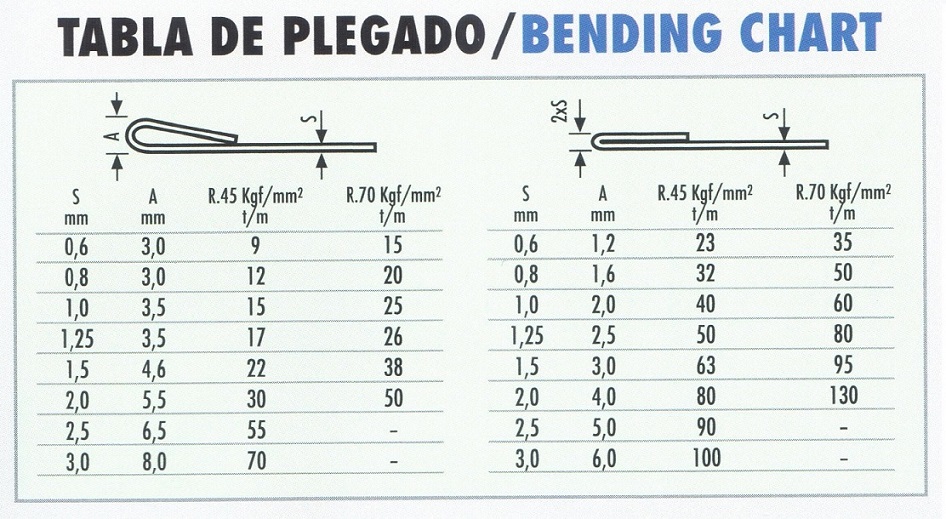
En el siguiente croquis se puede observar el tonelaje necesario para hacer los dos tipos de pestañas. El cálculo depende sobre todo del espesor y el tipo de material a plegar.
MANERAS PARA HACER LAS “PESTAÑAS”
Las dos principales maneras de realizar “pestañas” son la manera tradicional, es decir primero hacer el pliegue a 35º y después en otra operación realizar el aplastado, y la segunda manera es con los útiles de “agrafar y aplastar” que funcionan mediante recuperación por muelles.
Vamos a explicar los dos métodos y las ventajas de cada uno.
AGRAFAR Y APLASTAR DE LA MANERA TRADICIONAL
Como se puede ver en el croquis adjunto, este método tiene dos partes, la primera se pliega la chapa a 30 o 35º y en la segunda operación se hace el aplastado.
Tiene la desventaja que se debe hacer primero una operación y luego, para hacer la segunda debemos cambiar los útiles de la plegadora, por tanto es más lento de realizar. Pero su compra suele ser algo más económica.
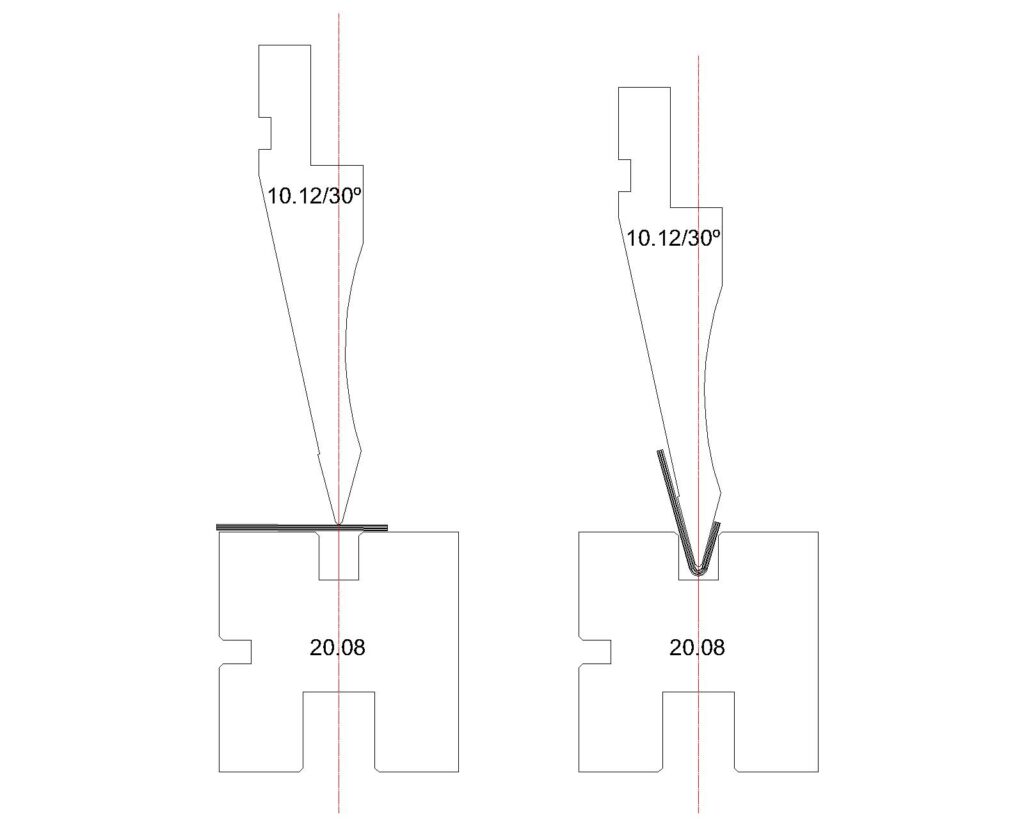
Primera operación de agrafar y aplastar en plegadora 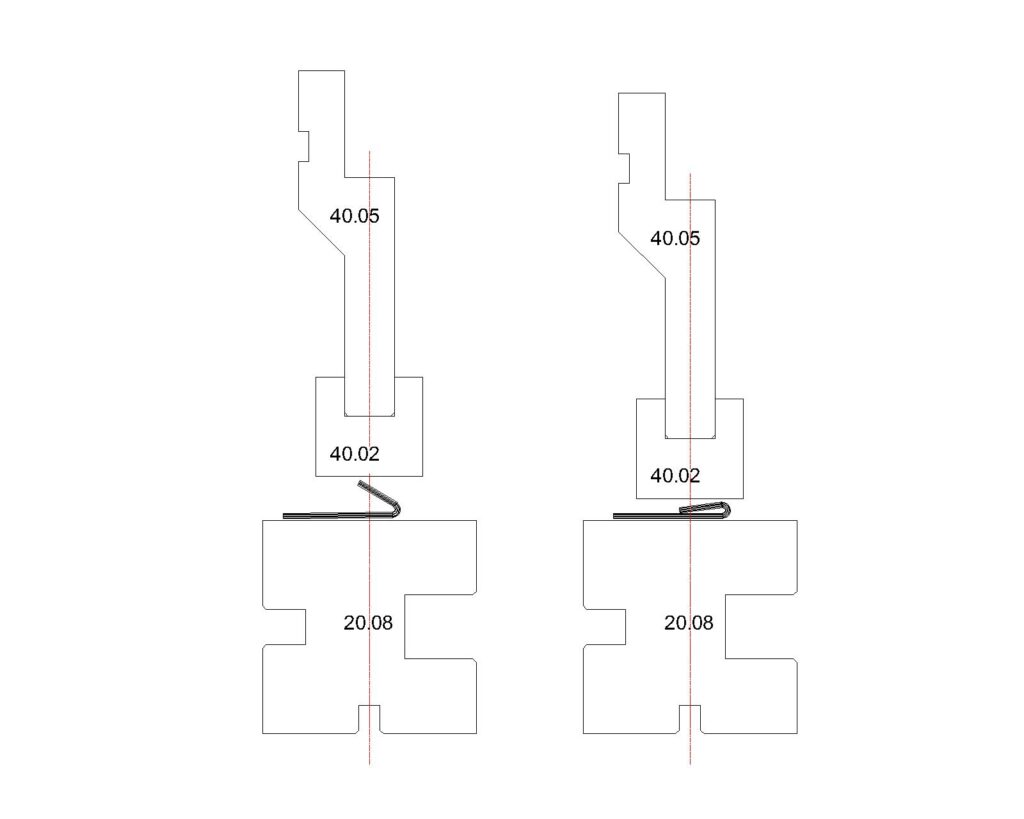
Segunda operación de agrafar y aplastar en plegadora
La primera parte de la simulación adjunta está realizada con el punzón estándar mod. 10.12/30º y con la matriz mod. 20.08, ambos del sistema Promecam. La segunda parte de la simulación adjunta está realizada con el porta-punzón mod. 40.05 y con el punzón mod. 40.02 y también con la matriz mod. 20.08, todos del sistema Promecam.
Evidentemente la matriz deberá ser con una V a 30º o 35º, pero también será la adecuada según el espesor de la chapa; ver post de “Tablas de plegado de chapa”
“AGRAFAR Y APLASTAR” CON ÚTILES ESTÁNDAR
Este segundo método es el más rápido de ejecución, ya que la pieza se realiza entera sin necesidad de hacer cambios de útiles. Como vemos en el croquis adjunto este método tiene dos partes, la primera se pliega la chapa a unos 30º y en la segunda operación se hace el aplastado.
Evidentemente su compra es algo más costosa que el primer método, pero si se deben hacer varias piezas la amortización esta más que justificada.
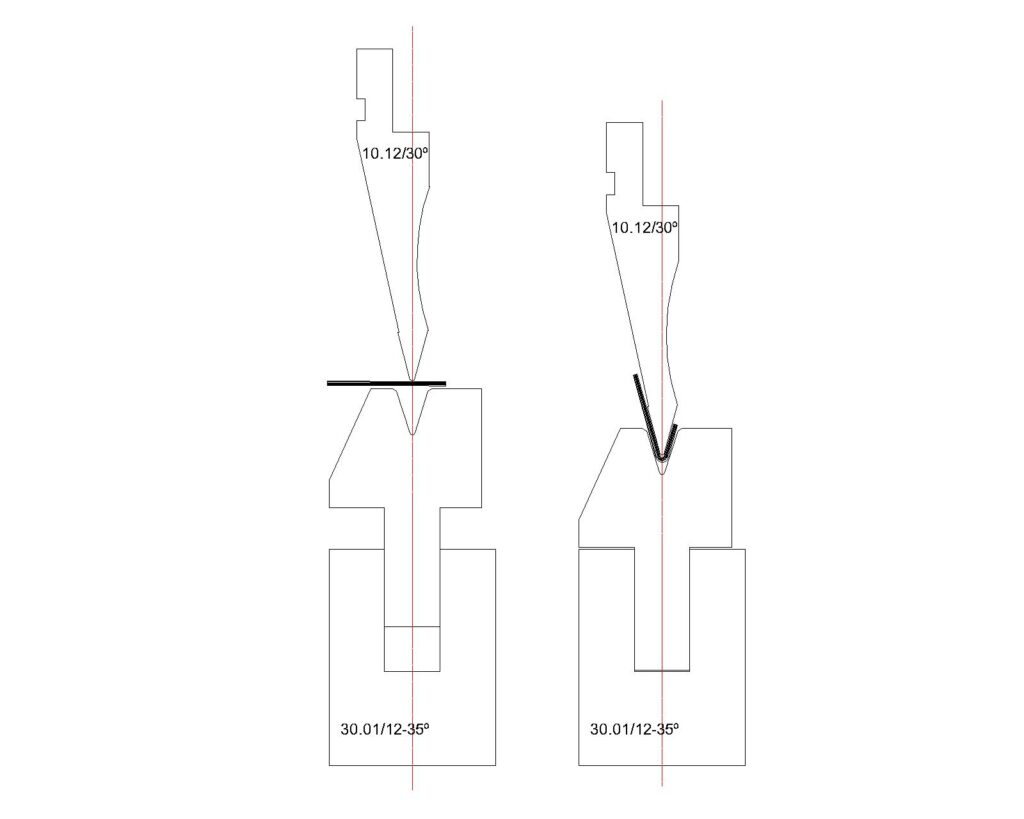
Primera operación de agrafar y aplastar con útil de plegadora 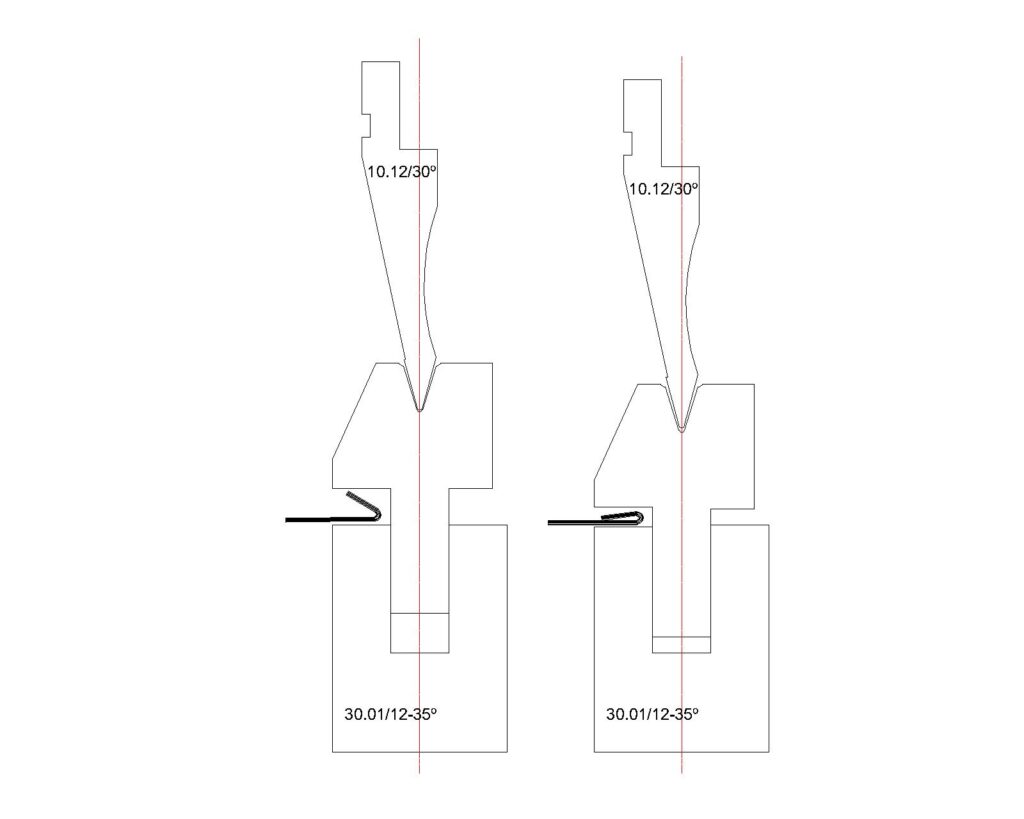
Segunda operación de agrafar y aplastar con útil de plegadora
Los útiles de “agrafar y aplastar” llevan unos muelles en la parte interna. Cuando la plegadora desciende para plegar estos ceden, pero al subir la plegadora los muelles se expanden y el útil vuelve a su posición original. Existen también útiles con accionamiento neumático, para clientes más exigentes y que requieren una producción muy alta.
En la primera parte de la simulación adjunta se puede observar como al bajar la plegadora los muelles ceden y la pieza se pliega a 30º. En la segunda parte se puede observar que la pieza plegada a 30º se pone en la ubicación del útil, para que al bajar la plegadora el mismo útil la aplaste.
Aquí como en el apartado anterior también debemos cálcular la matriz adecuada para el espesor que debemos hacer; ver post de “Tablas de plegado de chapa”
UN VÍDEO COMO MEJOR EJEMPLO
En el siguiente vídeo veremos cómo se realiza una “pestaña” de 1 m/m en INOX con el método manual y con el punzón mod. 10.12/30º y la matriz mod. 20.08. Después, tras cambiar de útiles, se acaba aplastando con el porta-punzón mod. 40.05, el punzón mod. 40.02 y la matriz mod. 20.08.
Más adelante se puede ver como se realiza una “pestaña” también en chapa de 1 m/m INOX, pero esta vez con el útil de “agrafar y aplastar” mod. 30.01/35º-V8.
Con está comparativa es fácil ver los pros y contras de cada sistema y que el usuario pueda escoger el que más le convenga.
Necesito el utillaje de aplastado
Puedes ver en nuestra SHOP ONLINE los útiles de aplastado;
Para espesor de 1,5 m/m Fe o 1,2 m/m INOX va bien el útil mod. 30.02/8-30º; https://metalmaq.shop/es/home/165-028-30-util-promecam.html
Para espesor de 2,5 m/m Fe o 2 m/m INOX va bien el útil mod. 30.01/12-35º; https://metalmaq.shop/es/home/169-0112-35-util-promecam.html